

BEMUTATJUK SAJÁT FEJLESZTÉSÜNKET, A CSOMAGOLÁSTECHNIKAI PIACON EGYEDÜLÁLLÓ STRETCH-FÓLIA ELEMZŐ KÉSZÜLÉKET.

Ezt a készüléket az elmúlt 20 év stretch-fólia tesztjei és fóliázó gép előnyújtó egységek meghibásodási tapasztalatai alapján fejlesztettük ki. A fejlesztés és tesztelés több mint egy évet ölelt fel, ez alatt több berendezésen teszteltük a készüléket, teljes sikerrel! A készülék szabadalommal védett, jelenleg csak a GeriSoft Stúdió kft. forgalmazásában érhető el.
A készülék megvásárolható, rövidebb időre bérelhető, illetve vállalunk eseti fólia tesztet, vagy előnyújtó egység bevizsgálást is.
Alapvető problémák a stretch-fóliázással kapcsolatban …avagy miért van szükség részletes elemzésre?
A legfontosabb kérdés: miért van bárkinek szüksége arra, hogy elemezgesse a stretchfóliázás folyamatát?
Erre igen egyszerű a válasz: mert drága a fólia! Mert kidobott pénz, miután a célba ér a rakomány. Mindenkinek a célja, hogy a megkívánt csomagolási minőségnek és megfelelő összetartó erőnek megfelelő legkevesebb stretch-fóliát használja fel!
Nagyon sok cég vásárol úgy modernebb fóliázó gépet, hogy a beruházás megtérülésébe beleszámolja a stretchfólia megtakarítást is. Ha korábban (egy elavult géppel) mondjuk 300g fólia kellett egy raklap áru becsomagolására, egy modernebb géppel megoldható 200g fóliával, és készül napi 100 raklap, akkor ez már 10kg naponta, mint megtakarítás. Évi 250 nappal 2.500kg fólia, amit nem használtak fel, ez mai árfolyamon majdnem 4.000€. Csak ebből 1-1,5 év alatt megtérül a beruházás. Napi 100 raklap egy közönséges félautomata stretch-fóliázó gépnek meg sem kottyan.
Egy automata csomagológép azonban óránként 40-60 raklapot képes átereszteni, itt naponta átlagosan 500-800 raklap is képződhet. Ekkora felhasználásnál ha észrevétlenül 30g/raklap túlfogyasztás keletkezik, az havi szinten ~480kg fólia (fél raklap), ami kb 720€.
Ha valaki azt gondolja, “ez bárkinek fel kell tűnjön”, sajnos nem, 30-50g, az szinte semmi. Addig senkinek nem tűnik fel, amíg az éves fólia tenderen ki nem jönnek az új beszállítók versenyezni. Vagy amíg egy rakomány meg nem borul egy kamionon.
A porszem a gépezetben …avagy milyen problémák merülhetnek fel?
Stretch-fólia problémák
A stretch fólia egy rendkívül bonyolult jószág, nem véletlen van több tucat féle fólia akár egyetlen gyártó kínálatában is. Van a két fő irányvonal: a fújt és az extrudált fólia, ezen belül a rétegek száma, a rétegek összetétele, az alapanyagok, a keverék, a tapadós oldala, a téli/nyári keverék, a maximális nyújthatóság…..
Felsorolni is nehéz, mi minden változó van benne.
A fő gond az, hogy minden fólia máshogy viselkedik. Hirtelen szakad, lyukad nyúlás közben, keskenyedik ha nyújtjuk, esetleg kiválik a ragasztó anyag a felületről. Van amelyik nyújtást követően azonnal összeugrik, valamelyik csak 24 óra elteltével, és van amelyik semennyit nem megy össze. Ezt mind mind csak használat közben lehet megállapítani, ezért vannak a megrendelést megelőző fólia tesztek.
Előnyújtó egység problémák
A fólia előnyújtó egység még bonyolultabb eszköz. Ma már vannak a piacon 400% előnyújtást kínáló berendezések, illetve akár óránként 100-120 raklap áteresztésére alkalmas nagy sebességű fóliázó gépek is.
Általában az előnyújtást kettőnél több hengerrel végzik. Minimum kettő kell, hiszen előnyújtásról csak akkor beszélhetünk, ha az előnyújtó egységben megnyújtjuk a fóliát, ehhez kell legalább két henger. Sok esetben, jellemzően fólia kímélés szempontjából, három henger végzi a nyújtást, két lépcsőben terhelve a fóliát.
Ezeken az előnyújtó egységeken is rengeteg hiba fordulhat elő: csúszik a hajtás bármelyik eleme (egy kuplung, egy hajtó szíj, kihagy a motor, gyenge a fék, stb), elhasználódik az előnyújtó henger, kirakódik a fólia ragasztó anyaga az előnyújtó hengerre, esetleg porral szennyezett, vagy olajjal, és csúszik a felülete. Netán meghibásodik a jeladó, ami a fóliát adagolja.
Milyen fólia mérési módszerek vannak jelenleg? És mi a hiba bennük?
Az elmúlt évek alatt több száz fólia teszten vettem részt. Nagyjából fele azért kezdődött, mert hibát jeleztek a gépen, másik fele beszállítói teszt volt, de ezek több mint fele végződött azzal az eredménnyel, hogy a gépet javítani kell. Így elmondható, hogy közel a tesztek 75%-a tárt fel meghibásodásra utaló jelet.
Elmondható az is, hogy “hiába” tárjuk fel a hibát, azaz hiába mérünk a beállítottól eltérő előnyújtást, az okot nem fogjuk tudni megállapítani. Többféle mérési mód van elterjedve, lásd jobb oldali hasáb, de mindegyikre igaz: megállapítható vagy a pillanatnyi, vagy az átlagos előnyújtás, de az eltérés oka ismeretlen marad!
Ezen sajnos az sem változtat, ha valaki a kiváló fólia-számítás portálunkat használja, mivel ebben az esetben is csak a mért eredmény kapható vissza, az eltérés oka nem azonosítható, csak ha az alapanyag műszaki adat eltérésre vezethető vissza, mint például vastagság eltérés.
Jelölgetős módszer
Jelölgetősnek nevezem azt a módszert, mikor a fóliát működés közben (rosszabb esetben álló helyzetben) festékpöttyel megjelölik fix távolságra (pl. 100mm), és csomagolás után megkeresik a jeleket. A távolságot lemérve kiszámolható az előnyújtás mértéke.
Óriási hátránya, hogy csak és kizárólag azon az egy ponton méri az előnyújtást, és van aki ebből következtetéseket von le. Nos, ez annyit ér, mintha lemennénk a Balatonra, Fehérvárnál megnéznék, épp most 120km/h-val megyünk, és akkor 120km/h-val mentünk. Esetleg átlag ennyivel. Hát egyik sem igaz! Ezt esetleg lehet kombinálni vastagság mérő eszközzel, 1-2 ponton megmérve a fóliát, hogy teljesen elvigye a mérést rossz irányba.
Mérőfóliás módszer
Profibb kivitele a jelölgetős módszernek, ha előre jelölt fóliát használnak, ahol logo vagy vonal jelölés van folyamatosan a fólián. Például 100mm osztással. Látványos, meg modernnek tűnik, meg kell hagyni.
Óriási hátránya, hogy a megrendelőt elég ritkán érdekli, hogy egy teszt fólia hogyan működik, ő vagy a saját fóliájára kíváncsi, vagy arra, amit a meglévő fólia helyett venne. A mérő fólia nem tartós használatra készült. Ez a módszer csak arra jó, hogy a gép gyártója ellenőrizhesse a felhasznált fólia ellenében a gépet.
További hátránya, hogy mivel végig egységesen jelölt, nehéz megtalálni a 15-20 menet fólia alatt, melyik jel melyiknek a folytatása, fel kell bontani a rétegeket, ezzel már módosítottuk a raklapon lévő fóliázást. Ha ez után mérünk, már nem biztos hogy pontos a mérés, és továbbra is egy ponton adott mérés. Ha 5 ponton mérünk, az sem érdekes, egy raklapon van 40-60méter fólia, az 100mm osztással nyújtás után 2-300 jel. Senki nem méri le mindet.
Súlymérős módszer
A legpontosabb mérési mód, a teljes raklapon mérhető átlagos előnyújtás kiszámítható, mérhető.
A módszer lényege, hogy mérés előtt 10m fóliát lemérnek, ebből a portálunk használatával kiszámolható 5m2 fólia átlagos vastagsága. Ez egy elég pontos értéknek tekinthető. A raklapon lévő fólia menetszámából kiszámolható, mennyi fólia kerülne a raklapra, ha nincs előnyújtva. Fóliázás után levágják a fóliát, és megmérik ismét. A kettő arányából kijön a teljes raklap csomagolásra nézve az átlagos előnyújtás értéke.
Ez mindaddig megfelelő mérés, amíg olyan gépen csomagolunk, ami egy fix előnyújtással csomagol, menet közben nem változtatható az előnyújtás értéke. Hátránya e mellett, hogy az átlagos előnyújtásba beleszámítódik a befűzés illetve a fóliázás végi lazább fólia szakasz. a legtöbb gép ilyenkor nem nyújtja a fóliát.
Az ilyen méréseknél ritka, hogy a gyári előnyújtás érték mérhető a fenti hibák miatt.
A ``hiszékeny`` módszer
Hiszékenynek neveztem azt a módszert, amikor a felhasználó vakon megbíz a fóliázó gép által továbbított adatban. Néhány modernebb gépbe be van ugyanis építve némi elektronika, ami “mutatja a fólia felhasználást” illetve “méri az előnyújtást”.
Hű, sok az idézőjel. Kivétel nélkül tévedünk, ha elhisszük. Amit a gép mutat, az a mechanikai konfiguráció, milyen áttétel van az előnyújtó hengerek közt. Ezt akár külső szenzorral méri, akár a motorok fordulatszámának különbségével számolja. Esetleg be lehet vinni a fólia vastagságot, általában egész számként.
Nos, a hibák:
- nem tudja értelmezni a fólia csúszását. Ha nem fűzök be fóliát, csak pörgetem a hengereket, azt jelzi ki, jó a nyújtás.
- nem tudja értelmezni a tized micron vastagságot. Nem mindegy, hogy a fólia 14.5u vastag, vagy 15.4u vastag, csak 15u adható meg (kerekítés szabályai szerint ez mind 15u). A kettő közt 5,5% eltérés lesz, az akár 15-20g is lehet.
- csak bizonyos gépeken elérhető, csak az aktuális egy csomagolási ciklus adatai érhetők el. Ha a gépen gyárilag nincs ilyen rendszer, akkor nem tud utólag rendelni a gyártól ilyen opciót.
A pályafutásom során mindegyik mérési módot volt szerencsém kipróbálni, a kor szellemének megfelelően alkalmazni. Ahogy fent kifejtettem, mindegyiknél az a probléma, hogy a nem megfelelő előnyújtás érzékelhető, mérhető, de a hiba pontos oka nem megállapítható, kivéve a teljesen egyértelmű esetekben, mikor már ránézésre látható a hiba.
Egy forgótányéros gépnél még oda lehet állni sokszor az előnyújtó kocsi mellé, le lehet venni a burkolatokat, lehet mérni kézi műszerrel a fólia sebességeket (lineáris sebességet) és a hengerek fordulatszámát, lehet mérni a kuplung feszültségét (nyomatékát már sajnos nem). Ezek a mérések azonban pillanatnyiak, nem tudunk levinni tárolós oszcilloszkópot például a méréshez.
A gépek közt azonban szép számmal vannak forgókaros, forgógyűrűs, vagy épp önjáró robot fóliázók is, amik esetén a menet közbeni mérés megoldhatatlan! Nem lehet szaladni a kocsi mellett, hogy mérjünk. Nincs elegendő forgó szénkefe, hogy a mérő vezetékeket átvezessük a rendszeren. De van olyan forgógyűrűs gép, ami saját energia ellátással és saját vezérléssel rendelkezik, nincs semmilyen összeköttetés mozgás közben a központi PLC-vel.
Ezekben az esetekben csak és kizárólag “tapasztalat” útján tudtuk megtippelni, melyik alkatrész lehet a rossz: látszik a kuplungon a kopás, érezhetően kemény a gumihenger, vagy megpróbáltuk szemmel vagy épp nagy sebességű kamerával felvenni az adagolókar mozgását. Sajnos ez nem mindig meggyőző, és semmiképpen sem professzionális.
Miért pont a stretch fólia mérő eszköz a jó megoldás? És mitől jobb ez a megoldás?
Az összes fentebb vázolt probléma megoldása az általunk kínált univerzális stretch-fólia és előnyújtó egység teszter eszköz, mely bármilyen gépre, utólag, minimális erőfeszítéssel felszerelhető!
Főbb paraméterek
- Az eszköz központi elektronikája saját akkumulátorral is rendelkezik, melyről akár egy hónapig is üzemelhet adatrögzítő üzemmódban. (kb 600 üzemóra Bluetooth nélkül, 150 üzemóra folyamatos Bluetooth használattal nettó futásidőben mérve, alvó állapotban kb 1év)
- A speciális töltőelektronika lévén tartós üzemben rákapcsolható bármilyen 5-30V DC áramforrásra, akár egy meglévő érzékelő tápfeszültségére is. Ezzel korlátlan üzemidő érhető el.
- Az eszközhöz saját mérő érzékelőket biztosítunk, így a felszerelés semmilyen módon nem ütközik a fóliázó gép elektronikájával.
- A stretch fólia mérő eszköz rendelkezik feszültség mérő bemenetekkel is, így mérhető a fólia előnyújtó kocsi más paramétere is, mint például: tápfeszültség megléte, fólia adagoló kar állapota, előnyújtó kuplung kivezérlési szintje, stb.
- A stretch fólia mérő eszköz központi elektronikája vezeték nélküli kapcsolatban (BlueTooth) áll a kielemző számítógéppel, így semmilyen összeköttetés nem szükséges az adatok kiolvasásához, menet közben is kezelhető.
- A központi elektronikának saját memóriája van, amibe kb 150db egy perces csomagolási ciklus fér el (vagy 100db 1:20mp-es, vagy 200db 40mp-es stb). A memória végtelen körciklussal íródik felül, mint a repülők fekete doboza, vagy az autók fedélzeti kamerája. Ha tele a memória, a legrégebbi mérés felülírásával rögzít tovább.
- Az egész rendszerhez biztosítunk egy alkalmazást az adatok kezeléséhez, és egy weboldalt a fólia-számítás portálon, ahol grafikusan kielemezhető az összes feltöltött mérés. A mérések össze is hasonlíthatóak.
További előnyös paraméterek
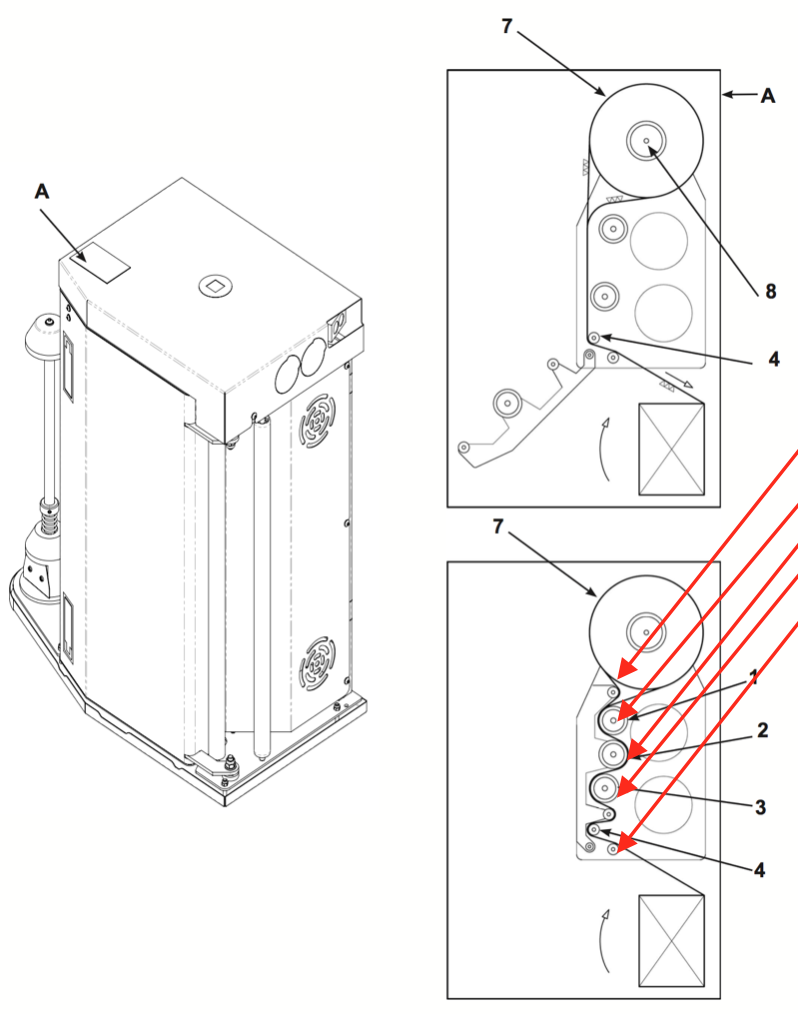
Az általunk kifejlesztett mérőeszköz akár 5 forgó henger adatait is tudja rögzíteni. Erre a pontosság miatt van szükség. Az első érzékelőt általában a fólia tekercs utáni első, szabadonfutó görgőre kell elhelyezni, az utolsót pedig a fólia adagoló kar vagy az azt követő szabadonfutó görgőre. Ezek közt méri az előnyújtás valós értékét a berendezés. A további érzékelők a hajtott előnyújtó görgőkre kerülnek, ezekből lehet kettő vagy 3 is használatban. A képen egy előnyös felszerelés látható.
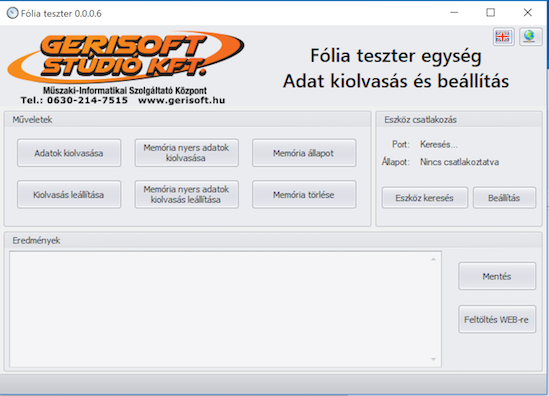
A mérő eszközhöz biztosított szoftverrel az adatok könnyen kiolvashatók. Ezt megtehetjük futásidőben is, de utólag is.
Ha problémát észlel a gépkezelő a csomagolással kapcsolatban, akkor csak fel kell jegyezze a pontos időt, és értesíteni a kiolvasásra jogosult személyt. A memóriából utólag kiolvasott adatok alapján utólag is elemezhető egy-egy csomagolási ciklus. Erre általában 2-3 óra is rendelkezésre áll egy átlagos, 40 raklap/óra áteresztési képességű gépen.
Több stretch-fóliázó géppel rendelkező gyártó cégek megtehetik, hogy a gépekre felszerelik az érzékelő csomagot, de csak egy elektronikát vásárolnak, és arra a gépre teszik fel, amelyiket épp vizsgálni szeretnék.
Stretch fólia forgalmazó vagy fóliázó gépeket javító vállalkozások vásárolhatnak maguknak komplett készletet, mely tartalmazza az összes érzékelőt, a központi elektronikát, és hozzáférést a kielemző rendszerhez. Ezt követően professzionális fólia teszteket illetve előnyújtó beméréseket tudnak végezni partnereiknél.
Maga az eszköz kevesebb, mint 30 perc alatt felszerelhető bármilyen csomagoló gépre. Elvégezhető a mérés, majd pedig leszerelhető a gépről, hacsak nem veszi meg az ügyfél, látva az eredményeket.
Milyen eredmények érhetők el a készülékkel? Néhány mérés részletes elemzése
Ha valaki még mindig nem kattintott a jobb fent látható “inkább az ára érdekel” gombra, de már nagyon unja az olvasást, annak ez az utolsó lehetőség. A leghosszabb de legérdekesebb rész következik, néhány mérés és grafikon elemzésével, milyen jellegű eredményekre számíthat az, aki az általunk szabadalmaztatott rendszer használata mellett dönt.
Az adatok lementéséhez a rendszer mellé biztosított alkalmazást, vagy a készülék leírásában szereplő bármely más alkalmazást lehet használni. Természetesen helyi számítógépen is megjeleníthető az alkalmazásunkkal minden adat és grafikon.
Az adatok a Gerisoft alkalmazásból közvetlen is feltölthetők az elemző weboldalra. A lementett adatcsomagok utólag is bármikor feltölthetők kézzel. A feltöltött mérések utólag bármikor megtekinthetők, és bármely két vagy több mérés összehasonlítható.
A helyi gépen futtatott alkalmazással lehetséges az összes csomagolási ciklus azonnali mentése, és tárolása szinte korlátlan mennyiségben.
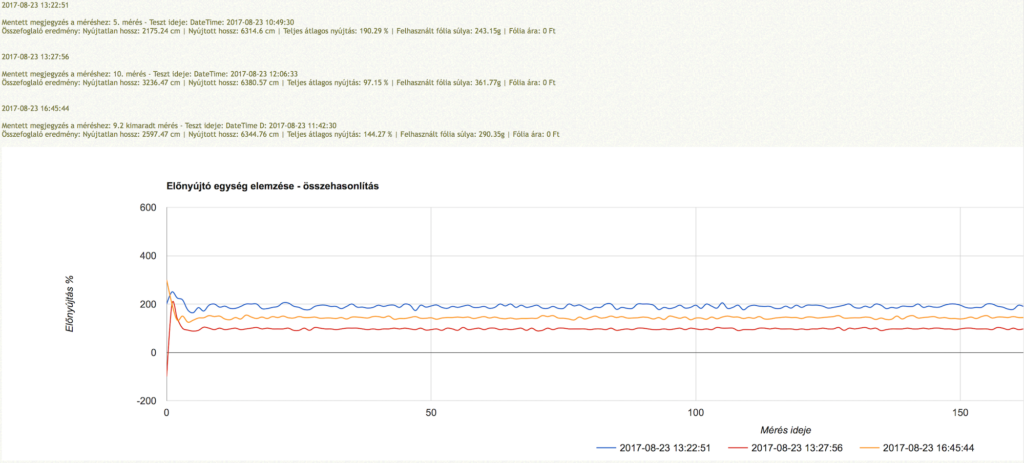
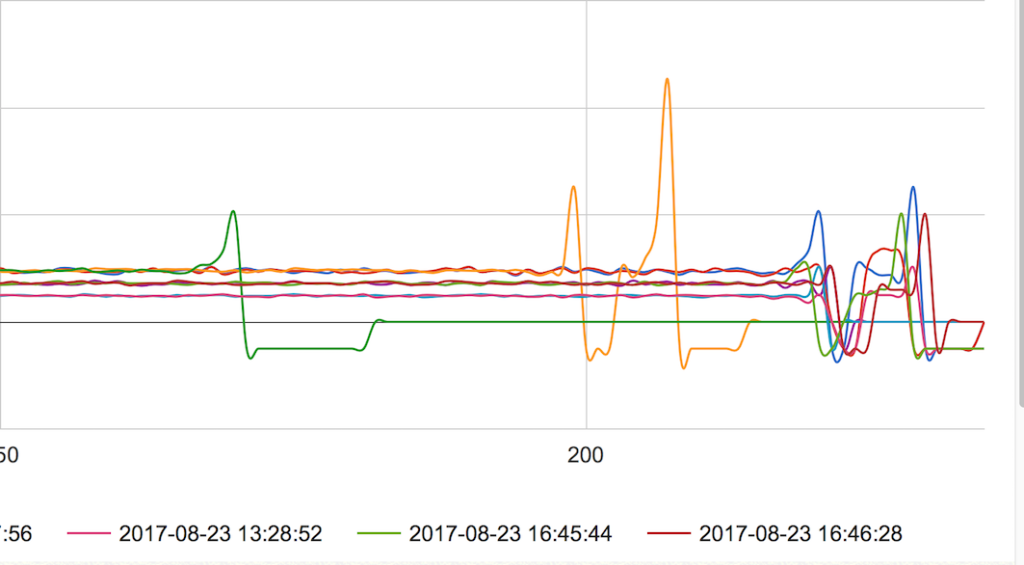
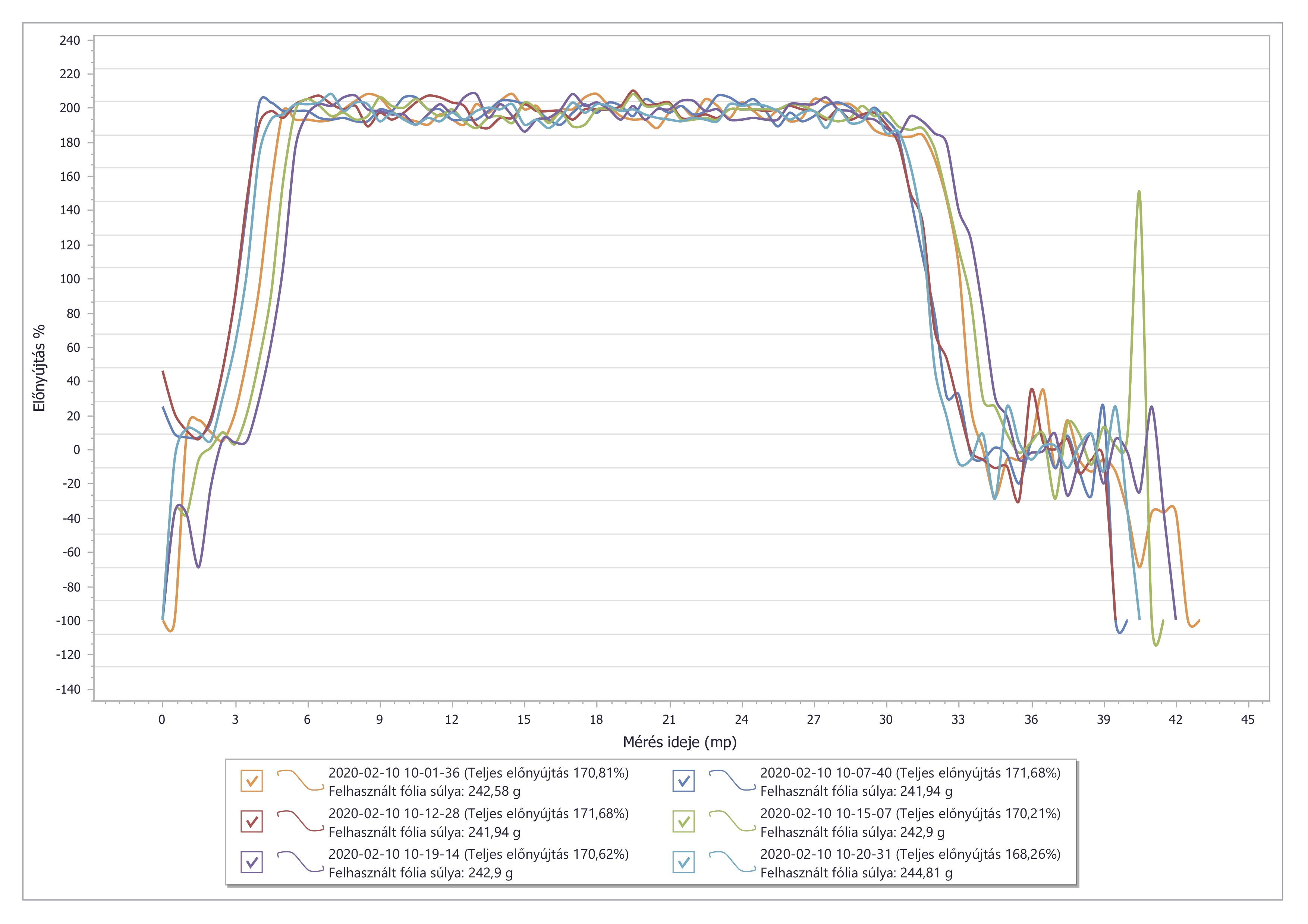
A mellékelt képeken egy gépen elvégzett több mérés összehasonlítása látható. A mérések azonos fóliával történtek, 100-150-200% átlagos előnyújtással.
Az első képen 3 mérés, a másodikon 5 mérés látható. Az 5 mérést tartalmazó képen a 150 és 200% beállításokkal 2-2 mérés került feltöltésre.
Első ránézésre még jónak is tűnhet a berendezés, aránylag egységes a mért eredmény. Kicsit jobban megnézve kiderül, hogy 100% esetén alig 5% az ingadozás, 150% esetén is bőven 10% alatt van, 200% előnyújtás esetén már +-10% az előnyújtás értékének vizsgálata.
A 150% és 200% esetén mért két-két mérés szinte fedi egymást, tehát a probléma mindig fennáll.
Vagy a fólia érte el a teljesítőképessége határait (nem tapad a felülete, túl nagy energia szükséges a nyújtáshoz), vagy az előnyújtó hengerek felülete szennyezett, és emiatt ugrik meg a fólia időnként.
Erre választ a részletes elemzés fog adni, ebben az összehasonlító nézetben csak a teljes átlagos előnyújtás grafikonja olvasható le, 0,5mp felbontással.
A fenti mérésekhez kapcsolódik, hogy volt pár mérés, ahol a csomagolás végén elszakadt a fólia, lévén emeltünk a feszítésen (a gép és a rakomány közti feszítés).
Sajnos ezt az erőt már nem viselte el a fólia minden esetben, a raklap sarkánál elszakadt.
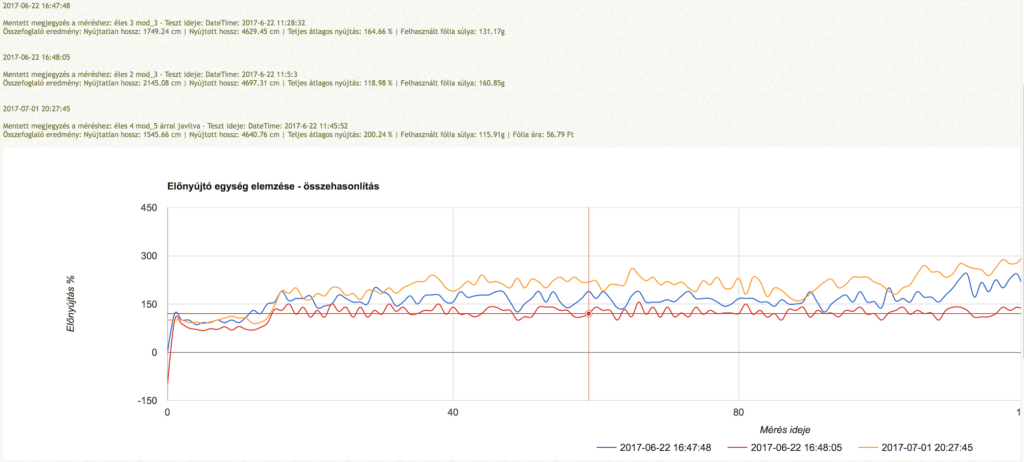
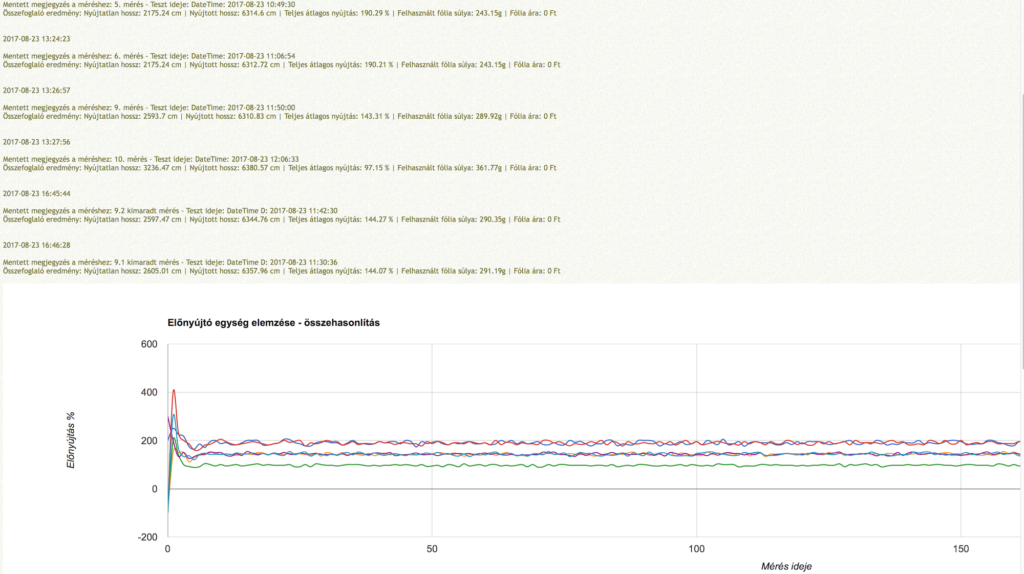
A bal oldali képen látható mérések egy két motoros előnyújtóval rendelkező gépen készültek. A piros grafikon végig 120% értékkel, a kék grafikonnál folyamatosan emelve 200%-ig, a sárga grafikonon folyamatosan emelve 240%-ig beállítással terheltünk egy 17u nagy nyúlású fóliát.
Mivel két motoros előnyújtóról beszélünk, a rendszerbe épített elektronika a motorok forgási sebességét folyamatosan korrigálja a leadott nyomaték terhelés alapján, így már a 120% alap nyújtásnál is elég nagy ingadozás tapasztalható. Ennek ellenére a gép kiválóan teljesít, mivel a teljes átlagos nyúlás 119% lett!
A másik két grafikon azonban egyre durvább kilengéseket mutat, a fólia nem tapadt be a hengereken, ehhez próbált a gép korrigálni, nem ritkán a 300% értékbe is beleért a grafikon. Ezzel együtt a 120% induló, 240% záró előnyújtással hozta az átlagos 200% előnyújtási értéket.
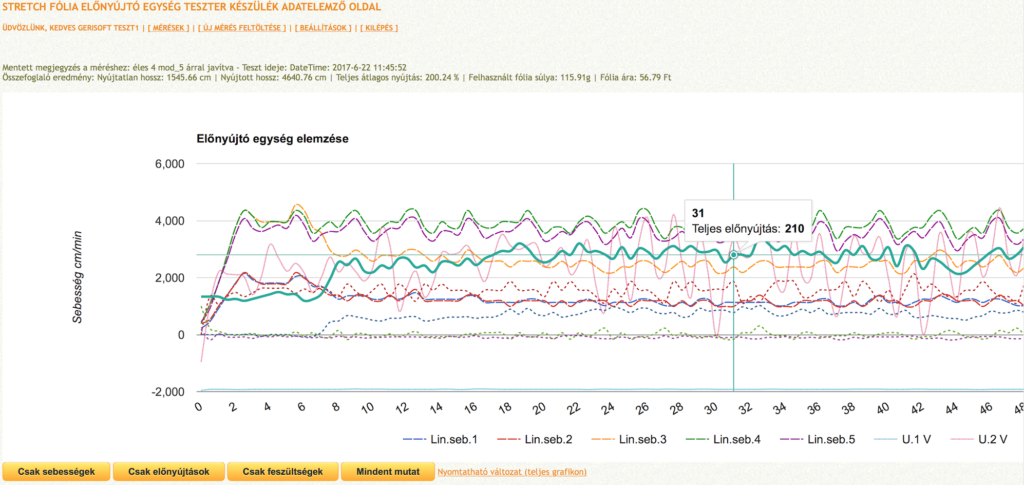
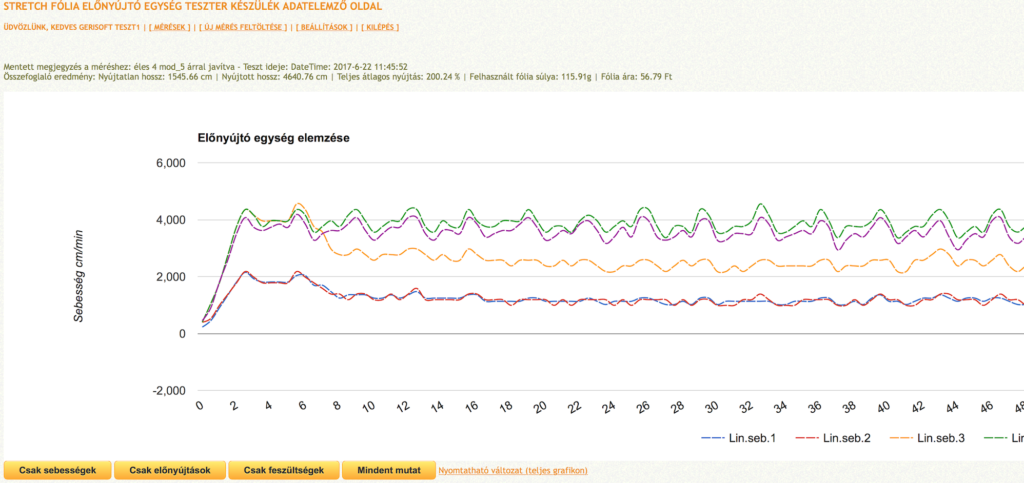
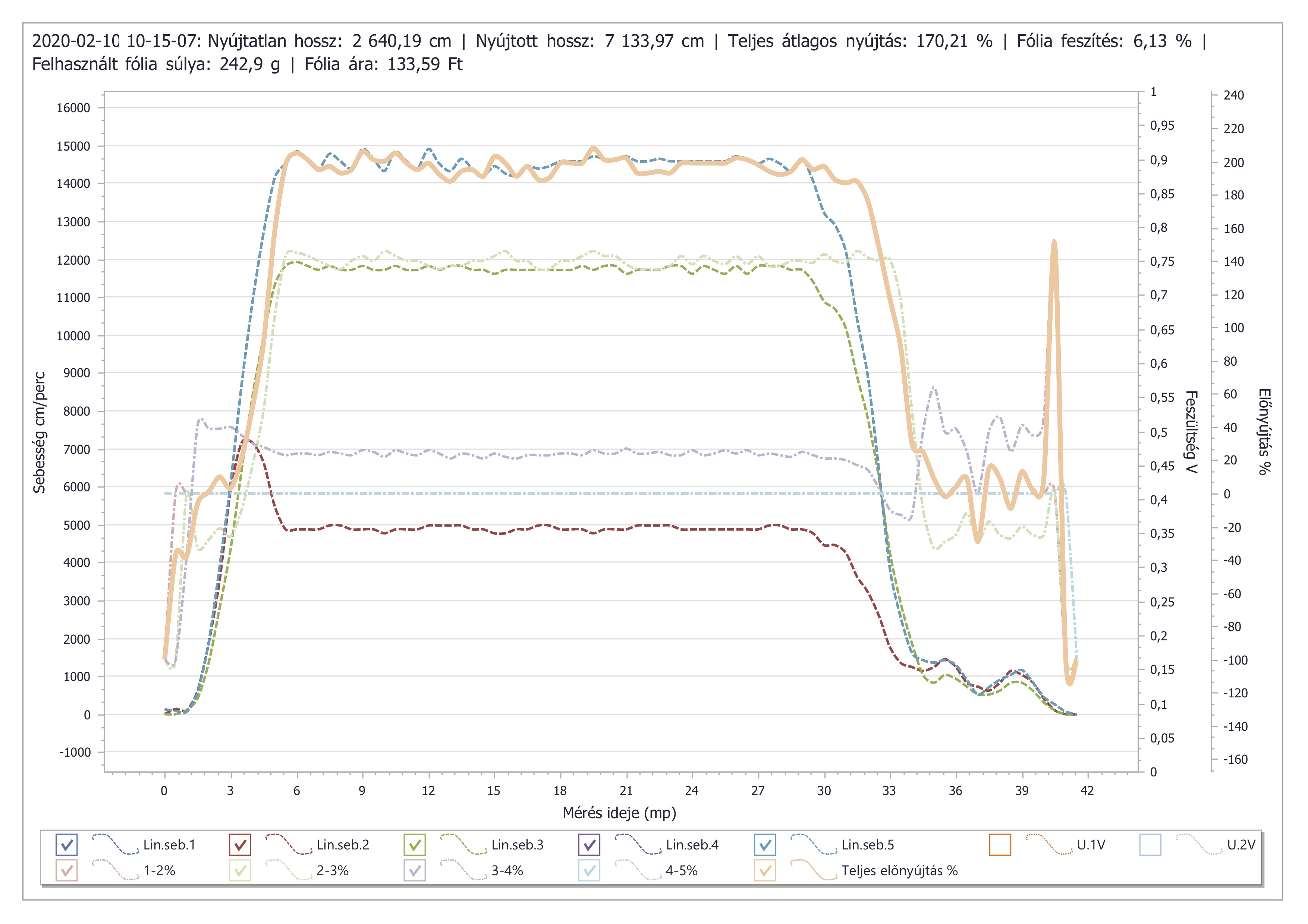
Egy mérés teljes elemzése esetén egy összetett grafikont kapunk, amiben vastag vonallal ki van emelve az előnyújtás értéke. Minden grafikonról leolvasható az aktuális érték, ha fölévisszük az egeret, illetve hajszálkereszt segítségével a függőleges és vízszintes segédvonal segít tájékozódni.
Minden mért adatcsomag más színnel és vonalstílussal jelenik meg.
Egy egy vonalra a grafikon jelmagyarázat részén kattintva kiemelhető, könnyebb olvasást tesz lehetővé.
A grafikon alatti gombokkal a 3 fő adatcsoport külön-külön megtekinthető, és így könnyebb megtalálni az okot, miért ingadozik ennyire az előnyújtás értéke, mint a képen látható.
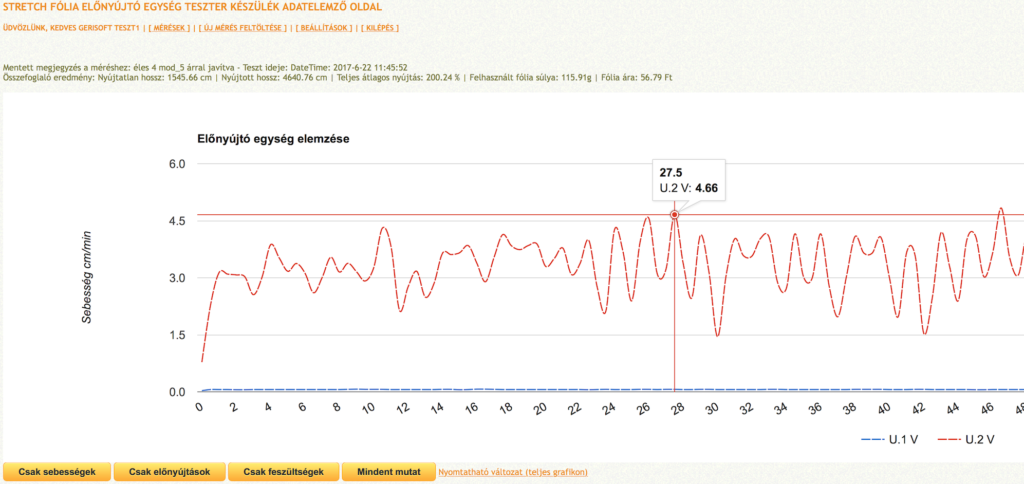
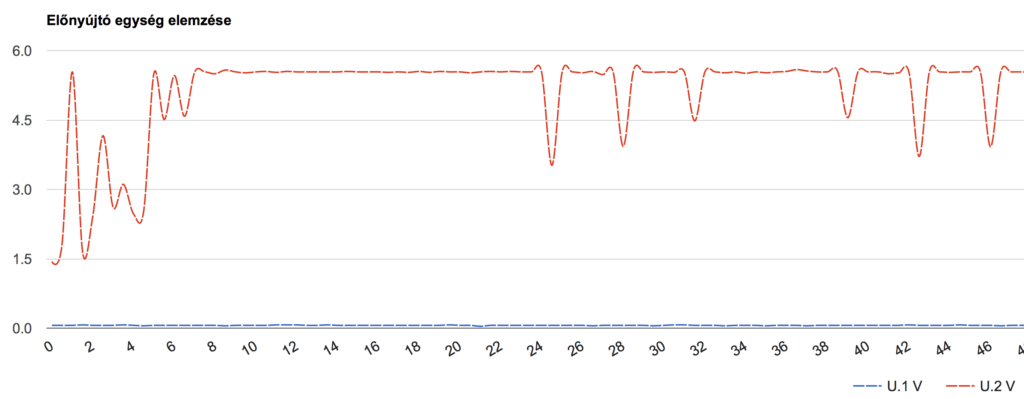
Ha például csak a feszültség bemenetek értékeit nézzük, akkor ellenőrizhetjük, hogy a fólia adagoló kar milyen jeleket küldött az adagoló motor felé. A helyes beállítás a grafikonon is látható, 0-5V közt működik az adagoló, soha nem érte el az adagoló kar a végütközőt.
Ha a kar 0V vagy 5V jeleket küld tartósan, az helytelen beállítás. 0V esetén túl kicsi a feszesség, túl lassú a fordulat a rakományon, nem tud elég lassan fóliát adagolni az előnyújtó egység, túlfut a motor. Ha rendre maximum tartományban van az érzékelő, akkor túl nagy a feszítés, már nem tud több fóliát adagolni az előnyújtó egység. Hamarosan elszakad a fólia a túlterhelés miatt.
Az alsó képen egy ilyen túlterheléses grafikon látható. A gép indulása után pár másodperccel, ahogy elérte a gép a teljes sebességet, az adagolókar maximális kitérés állapotába került, és tartósan így is maradt. Egy kicsit visszavettünk a feszességből, így már a raklap oldalain kicsit fel tudott lazulni a fólia adagoló kar, de a sarkokon még mindig befeszült.
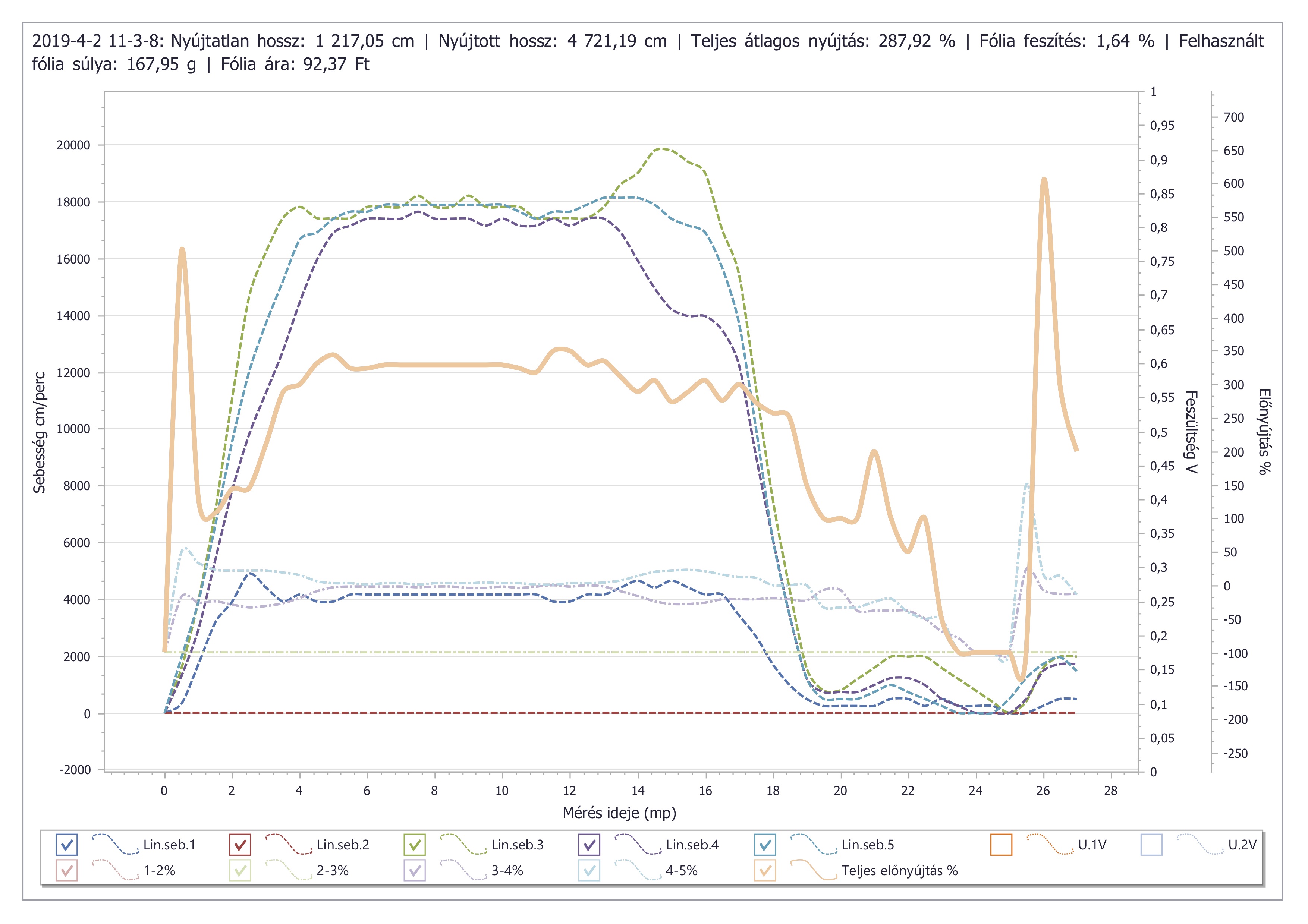
Visszatérve az előző mérés elemzéséhez, ha rákattintunk a “csak sebességek” szűrőgombra, akkor megtekinthetjük a fordulatszámból számolt lineáris sebességek grafikonját.
Az 1-es és 2-es görgő forog a leglassabban. Ezek a nyújtatlan fóliával érintkező szabadonfutó és első hajtott görgők. Ez teljesen normális. Ha ebben a két sebességben eltérés mutatkozna, az azt jelentené, hogy a fólia csúszik az első hajtott görgőn.
A 3-as görgő (narancs) mutatja a második előnyújtó görgő sebességét. a 2-3 görgők közt fix 120% az előnyújtás a mérés alatt.
A 4-es és 5-ös görgő szinte együtt fut. Az eltérés oka, hogy a fólia feszítés a rakomány és a gép közt jön létre, ez pedig az utolsó szabadonfutó görgőn már mérhető. A terhelés a 4. görgő (utolsó hajtott görgő) és a rakomány közt jön létre. Tartós negatív eltérés a görgő csúszását jelenti!
A függőleges segédvonalat használva megállapítható, hogy minden elem sebesség változása párhuzamos, tehát a rendszer szépen együtt mozog.
A kiugró sarkok a rakomány sarkait jelentik, itt felgyorsul a fólia, az oldalakon lassul. Gyakorlatilag akár a menetszám is kideríthető egy ilyen grafikonból. Csúcsok száma / sarkok száma = menetszám
Legvégül a “csak előnyújtások” gombbal le lehet szűrni a teljes előnyújtás mellett a szomszédos görgők közt mért előnyújtás értékeket is.
Ezeken a grafikonokon megállapítható, hogy az első két előnyújtó görgő közt (ezen a gépen itt fix 120% előnyújtás érhető el), erősen ugrál a fólia nyújtás értéke. +-25% az eltérés.
Az is látható, hogy a 3-4 görgők közt, ahol a két hajtómotor által elérhető sebesség különbség a 120-300% közti másodlagos előnyújtást adja, ott tökéletesen viselkedik a fólia, átlagosan +60% előnyújtást ad hozzá a kb 120%-ra nyújtott fólához.
Látható továbbá, hogy az 1-2 és a 4-5 görgők is közel együtt forognak, az előnyújtás elvárt és mért értéke is 0% átlagosan.
A konklúzió: az első fix 120% előnyújtást adó hengerpáron, azok közül is a gyors forgású hengeren ugrik a fólia, ezért nem jön létre a kívánt előnyújtás. A második hengerpár megfelelő 60%-os előnyújtási értékhez, a teljes előnyújtási érték ingadozása megegyezik az első előnyújtó henger pár ingadozásával.


Összefoglaló eredmény
Hagyományos módszerekkel kizárólag egy eredmény lett volna megállapítható: a fólia csúszik. Vagy más fólia kell (1), vagy visszább kell venni az előnyújtásból (2), vagy ki kell cserélni a három előnyújtó hengert (3), hiszen nem tudjuk, melyik csúszik.
- ebben az esetben hetekig, rosszabb esetben hónapokig tartó beszállító keresés kezdődik, mely alatt mindenféle fóliákat tesztelnek, feltartva a termelést, és számolgatnak, melyik fóliával érhető el a kívánt eredmény, egy hibás gépen.
- ebben az esetben ha visszább veszünk a nyújtásból, akkor több fóliát használunk el. Ennek éves költségeit fentebb említettem, akár évente egy komplett gép árát is kidobhatjuk. Lassú halál, de biztos.
- ebben az esetben (ezen a gépen számolva a költségeket) a három előnyújtó henger ára 390€/db, a csere ideje kb 6 munkaóra + kiszállás, ez nagyjából 1000-1100€, mindössze feltételezésekre alapozva.
Ha az ügyfél használja az általunk szabadalmaztatott stretch-fólia mérő és előnyújtó egység ellenőrző eszközt, akkor csak a középső előnyújtó hengert kell kicserélje. Ennek költsége a fenti példa alapján 390€ és kb 2 munkaóra a csere.
Ha ehhez hozzávesszük a bevizsgálás díját, akkor a hagyományos módszerekkel becsült összeg felét megspórolhatja. Ha azonban megvásárolta az eszközt, még akkor is kevesebbet költött, és később további tartós fólia megtakarításokra is fel tudja használni.
Elég csak abba belegondolni, mekkora előny egy új beszállító, vagy új fólia tipus tervezése esetén, ha a fólia tesztet pontos mérésekkel alá lehet támasztani? Meg lehet állapítani, mitől jobb a versenyeztetett fólia a jelenleginél? Hol jön ki az előny? Pontosan hány százalék a nyújtás, mennyi a gramm súlya a raklapon lévő fóliának? Anélkül mérve, hogy le kellene vágni a fóliát a raklapról!
Csak fel kell tenni a fóliát, megmérni a vastagságot, felvinni a mért adatokat a rendszerbe, és máris össze lehet hasonlítani az eredményeket.
Legvégül egy különleges mérési eredmény
Az ügyfél gépén háromszor volt cserélve az előnyújtóban a kuplung, mert arra jutottak, “biztosan elkopott”, hiszen “más nem lehet a baj”. A gond az volt, hogy időnként, véletlen szerűen gyengébb volt a csomagolás.
A részletes mérések kimutatták, hogy a gépen a kuplung valóban hibásan működik, azonban mechanikailag semmi baja sincs. Azért esik le az előnyújtás értéke nullára, mert a vezérlésből kilépő csatlakozón kontakthiba van, a feszültség 1-2mp időszakokra 0V értékre esik le, és megcsúszik az egész rendszer.
A negyedik kuplung cserét megspóroltuk, a szerencsére ki nem dobott előző két kuplung pedig jó pár évig tartalék alkatrész marad. Persze jobb lett volna meg sem vásárolni.
Az ilyen jellegű hibát még forgótányéros gépen is igen nehéz kideríteni, mert a digitális mérőműszerek tehetetlensége és a véletlen előforduló hiba nehezíti a mérést. Forgókaros, forgógyűrűs gépeken láttam már olyat, felszereltek egy izzólámpát a kuplungra, mutassa a feszültséget. De senki sem képes arra, hogy egy percenként 30-40 fordulattal 6m-es körön forgó kocsit szemmel tartson, főleg hogy elmegy a raklap mögött is! Ez a “megoldás” szintén zsákutca.
Csak a folyamatos adatrögzítés a megoldás az ilyen jellegű hibákra!

Képek az alkalmazásunk által generált grafikonokról:

Stretch-fólia és előnyújtó egység elemző készülék árak
Fólia teszter berendezés
komplett egységcsomag
A komplett egységcsomag tartalma:
1db központi elektronika
Jelszó az adatfeldolgozó és kiértékelő rendszerhez
Kézikönyv
Rögzítéshez csavarok, öntapadó vagy mágneses fülek
1db szerelvény egységcsomag a kért érzékelő konzolokkal
Telefonos terméktámogatás, tanácsadás
Fólia teszter berendezés
csak központi elektronika
A központi elektronika csomag tartalma:
1db központi elektronika
Jelszó az adatfeldolgozó és kiértékelő rendszerhez
Kézikönyv
Rögzítéshez csavarok, öntapadó vagy mágneses fülek
Telefonos terméktámogatás, tanácsadás
Fólia teszter
szerelvény egységcsomag
A szerelvény egységcsomag tartalma:
5db érzékelő a fordulatszám figyeléshez
20db mágnes az érzékelőkhöz
8db csatlakozó a vezetékek bekötéséhez
5db érzékelő tartó konzol, 3D nyomtatott technológiával
20db M3 csavar anyával alátéttel
ragasztó ha szükséges
5m kéteres vezeték a bekötésekhez
érvéghüvelyek és zsugorcsövek
10db kötegelőtalp
20db kötegelő
Fólia bevizsgálás
stretch fólia vagy előnyújtó bevizsgálás
Professzionális stretch-fólia bevizsgálás, stretch-fólia teszt, vagy előnyújtó egység bevizsgálás.
A komplett egységcsomagot felszereljük ideiglenesen, és elvégezzük a szükséges méréseket. A méréseket kielemezzük, és az eredményeket átadjuk a megrendelőnek. Ezt követően az egységcsomagot leszereljük.
A bevizsgálás legfeljebb 4 óra időtartamig ár-garantált.
Az ár nem tartalmazza a kiszállás díját!
Fólia teszter
bérleti díj
1db komplett egységcsomag bérleti díja egy hétre, korlátlan felhasználásra.
Rendszeres bérlőink részére díjmentesen futárral kiszállítjuk és visszaszállítjuk.
Az ár nem tartalmazza a kiszállás, felszerelés és felhasználói oktatás díját!

