

GET TO KNOW WITH OUR OWN INNOVATION. UNIQUE IN THE FIELD OF PACKAGING TECHNOLOGY, IT IS OUR PLEASURE TO REPRESENT YOU OUR STRETCH-FILM ANALYZER DEVICE

The development of this device was based on our experiences acquired via stretch-film tests as well as troubleshooting of pre-stretch units of stretch wrapper machines gained during the past 20 years. The development itself including testing period took one year. During this time, the device had been tested on several stretch-wrappers, with complete success! The device is patented. Currently, it is only available at GeriSoft Stúdió Ltd.
There are more options available: you can purchase the device or you can rent it for a short time period and we also undertake occasional stretch-film tests or pre-stretch unit inspections for order.
Fundamental problems regarded stretch-wrapping …OR why a detailed analysis is necessary?
The most important question is ‘why would it be necessary for anybody to analyse the process of stretch-wrapping’?
The answer is perfectly simple: because stretch film is expensive! Because it is money down to drain, once the cargo has arrived to its destination. All of us have the same objective to meet, that is to use the least possible stretch film to achieve the required packaging quality and a reasonable force to hold the package.
Many companies buy modern wrapping machines and they calculate the savings on stretch-film expenditures as a part of the investment returns. If formerly, let us say (by using an outdated machine) 300 grs of stretch film was necessary to wrap 1 pallet of goods, a modern machine can solve the same task by using only 200 grs of stretch film. This means -by calculating a 100 pallet/day performance- 10 kgs of savings per day. According to this logic, if we calculate 250 workdays/year, the savings equals to 2500 kgs of stretch-film, not consumed and the value of this is as high as 4000€ considering the current rates of today. By doing this, the investment can be expected to yield a return within 1 to 1.5 years. For a common type of semi-automatic stretch-wrapping machine, wrapping 100 pallet/day is as easy as falling off a log.
However, an automatic machine is able to wrap 40 to 60 pallets per hour, which means 500-800 pallets per day. If there is an unremarked 30 grs/pallet of overconsumption, that means approx. 480 kgs (half a pallet) of stretch-film having a value of 720€.
And if you think that ‘anybody would spot this’ I must tell you that ‘unfortunately not’. 30-50 grs of overconsumption is almost nothing. And it does remain ‘almost nothing’, until the new suppliers come out to tender for a yearly project. And it does remain ‘almost nothing’, until that cargo starts to move on the truck.
Fly in the ointment ….OR what problems can occur?
Stretch-film problems
Stretch film is an especially complicated business, it is not by accident that there are lots of different types available even at the same supplier. There are 2 main trends: blown and extruded stretch-films and they have different number of layers, different composition os layers, different raw materials, the mixture that is used for producing them, their adhesive side, winter and summer mixtures, maximum stretching value…and so on.
It is very difficult even to list all the variables.
The central problem is that every stretch-film behaves differently. Some of them are torn suddenly, others perforate during being stretched, again others become narrow while being stretched or the adhesive material comes off the surface. There are stretch-films that get shrunk immediately after stretching, while others need 24 hours for this and again others do not get shrunk at all. All of the situations mentioned above can be seen only during use, that is why stretch-film tests are made before ordering.
Pre-stretching unit problems
The stretch-film pre-stretching device is an even more complicated player in the game. Nowadays, you can find devices offering 400% pre-stretch or high-speed wrapper machines with 100-120 pallet/hour capacity.
Usually, they do the pre-stretching process with the help of more than two drums. Two is the minimum number of drums, as pre-stretching only exists if we stretch the film in the pre-stretch unit and for this, 2 drums are necessary. In several cases, there are 3 drums performing the pre-stretch process. The reason of this is mainly to distribute the load the film has to bare in two steps.
These pre-stretch units can also have diverse problems: driver elements may slide (a clutch or a driver belt, sometimes the driver motor can stop or the brake is weak etc.), the pre-stretcher drum may get worn, the adhesive material of the film may precipitate on the pre-stretcher drum or its surface can collect dust or oil, so it can become slippery. In other cases the transmitter dosing the film fails.
What stretch-film measuring methods are known today? What mistake do they have?
During the past few years, I had the chance to participate in hundreds of film tests. Half of them have been initiated because the machine showed a failure, the other half have been supplier tests, but more than the half of these tests proved that the machines needed repair. So I can say that nearly 75% of the tests revealed signs that referred to a technical problem.
Additionally, I can also state that revealing the mistake (measuring pre-stretch value different than the set one) does not help us much with revealing the reason. There exist more measurement methods, as you can see to the right, although all of them have something in common: the current or average pre-stretch can be defined by them, but they cannot specify the reason of the difference!
Unfortunately, this fact does not change even if you use our excellent stretch-film calculator portal as it can only report you the measured result and no reason of the deficiency can be identified, except for the case when the mistake refers back to raw material technical data deficiency like difference in thickness.
'Mark the film' method
This is the method when the film is marked with a dyestuff during operation (worse is the case when the film is marked in stationary position) at a fix distance (eg.100 mm) and after wrapping these marks are detected. By measuring the distance, the extent of pre-stretching can be calculated.
The great disadvantage of this method is that it measures pre-stretching only and exclusively on that given point and some users draw conclusions from this. That specific information is only true for that specific point and tells nothing about the process as a whole. The information can at maximum be taken as an average. But this information is next to nothing! The method can be combined with a thickness measuring device defining the thickness of the film at one or two points and you have reached an absolute dead end here.
'Mark the film in advance' method
It is a developed version of the formerly mentioned ‘Mark the film’ method, but the film is marked by a company logo or a line in advance on its whole length. The scaling can be 100 mm for example. I have to admit, this method is spectacular and it seems to be modern.
But it also has a great disadvantage: a customer is hardly interested in the functioning of a test-film. He is only interested in his own film or in the film he plans to buy instead of his existing one. Besides, test-films are not made for ever. The method is solely good for checking the film with regards to the consumed film.
Furthermore, as the marks always run at the same place, it is a challenge to find which mark is the continuation of the other under the 15-20 layers of film, you must disengage the layers and by this you modify the wrapping. What is more, if you do the measurement after this, it is not sure that it is accurate and it is still: measurement at a certain point. Not to mention the fact that it does not change the situation if we measure at 5 points. On one pallet there is 40-60 m of film, which means 2-300 marks counting by 100 mm steps. Nobody measures all of them.
'Measure the weight' method
This is the most accurate measurement method, the average pre-stretching can be calculated and measured on the whole pallet.
The principle of the method is that the weight of 10 m stretch-film is measured and the calculator on our portal defines the average thickness of 5m2 of stretch-film. The result is quite accurate. After this, if you know the number of rotations on the pallet, you can predict how much stretch-film were used to wrap a pallet without pre-stretching the film. Following wrapping, the weight of the film is measured again. The ratio of the two measurement results shows you the average pre-stretching value related to the whole pallet wrapping.
This measurement is solely convenient until you use a wrapping machine with fix pre-stretching, so until you are unable to modify the pre-stretching value during operation. Besides, the threading (start) and the final, loose end section of the film iare also calculated into the average pre-stretching value, although most machines do not stretch the film at these stages.
It is very rare that these measurements give the same result as factory pre-stretching value, because of the above mentioned problems.
The 'Believe it is true' method
I call ‘Believe it is true’ method, when the user fully trusts the data provided by the machine. Some state-of-the-art machines have an elementary electronics that ‘displays the film consumption’ and ‘measures the pre-stretching’.
Oops, so many citation marks. Bad news is that you are out if you believe it. The machine shows the mechanic configuration, the gear that is integrated between the pre-stretching drums. This can either be measured by an external sensor or calculated from the difference between the number of revolutions of motors. Besides, film thickness can be used as well, usually as an integer.
And the mistakes:
- – the method is unable to interpret the sliding of the film If no film is threaded and the drums are rotated manually, the machine signals that pre-stretching is satisfactory.
- – the method is unable to interpret micron sized film thickness It is not comparable if the film thickness is 14.5u or 15.4u, you can only specify 15u (according to the rules of rounding both values are 15u). That is to say, the difference between the two values is 5,5%, that can even reach 15-20 grs in weight.
- – only available on certain machines, data from only the current wrapping cycle are available If the machine is not equipped with this system by default, later it is not possible to order it from the factory.
In the course of my career, I had the chance to try and use all aforementioned methods. As I stated before, all methods have the same problem in common: they reveal and measure the problem of unsatisfactory pre-stretching, but the exact reason of the mistake cannot be defined, except for those cases where the reason is evident even at first sight.
When your machine is a rotating plate wrapper, you can take your time and stand next to the pre-stretch carriage, take off the cover and measure the film speed manually (linear speed), the number of rotations of drums, the voltage of clutch (torque can not be measured unfortunately). The problem is that these measurements are momentary, no oscilloscope is available for example.
Contrary to this, you are unable to take measurements during operation in case of a lot of machines like in case of rotating arm, rotating ring or self-propelled wrapping machines. Simply, you cannot run following the carriage unit and take your measurements. No satisfactory number of carbon brushes to lead the wires through the system. What is more, there exist some rotating ring machines that have separate energy supply and control themselves without any contact to central PLC.
In these machines, the only way to find out which spare part went wrong is visual inspection: wear on the clutch can be seen, hardness of rubber roller can be felt and we can also record the motion of the dosing lever with a high-speed camcorder. Of course and unfortunately, these methods are neither convincing nor professional.
Why is the stretch-film measuring device the perfect solution? Why is this a better option than the others?
Our universal stretch-film and pre-stretch unit tester device offers a solution for all the problems listed above. Besides, it can be mounted on any wrapper machines with a minimum effort.
Major parameters
- The central electronics of the device has its own battery as well, by which it is capable of operating in data saving mode. (approx. 600 hours of operation without Bluetooth, 150 hours with uninterrupted Bluetooth connection measured in net run-time, stand-by mode approx. 1 year)
- Due to the special recharging electronics, the device can be connected to any 5-30V DC power supply, that can also be the supply voltage of an existing sensor. By this, unlimited operation time can be achieved.
- The device is supplied together with its own measuring sensors, so mounting the device on a wrapper machine does not interfere with its electronics.
- The stretch-film measuring device incorporates the measurement inputs. As a result, other parameters of the stretch film pre-stretch carriage become measurable, like presence of supply voltage, the status of film-dosing lever, the modulation level of the pre-stretch clutch etc.
- The central electronics of the stretch-film measuring device is in wireless connection (via Bluetooth) with the analysing computer, so no direct connection is necessary for reading out the data, the device is available even during operation.
- The central electronics has its own memory, that is able to store approx. 150 pcs. of one-minute long packaging cycles (or 100 pcs of 1:20 sec or 200 pcs. of 40 sec cycles etc.) The memory is overwritten by a loop cycle like the black box of aeroplanes or the deck cams of cars. When the memory is full, the oldest measurement is overwritten and data saving continues.
- Added to this, you are provided by an application for data management and a website on the stretch-film calculator portal, where all uploaded measurements can be analysed graphically. Measurements can also be compared to each other.
Further beneficial parameters
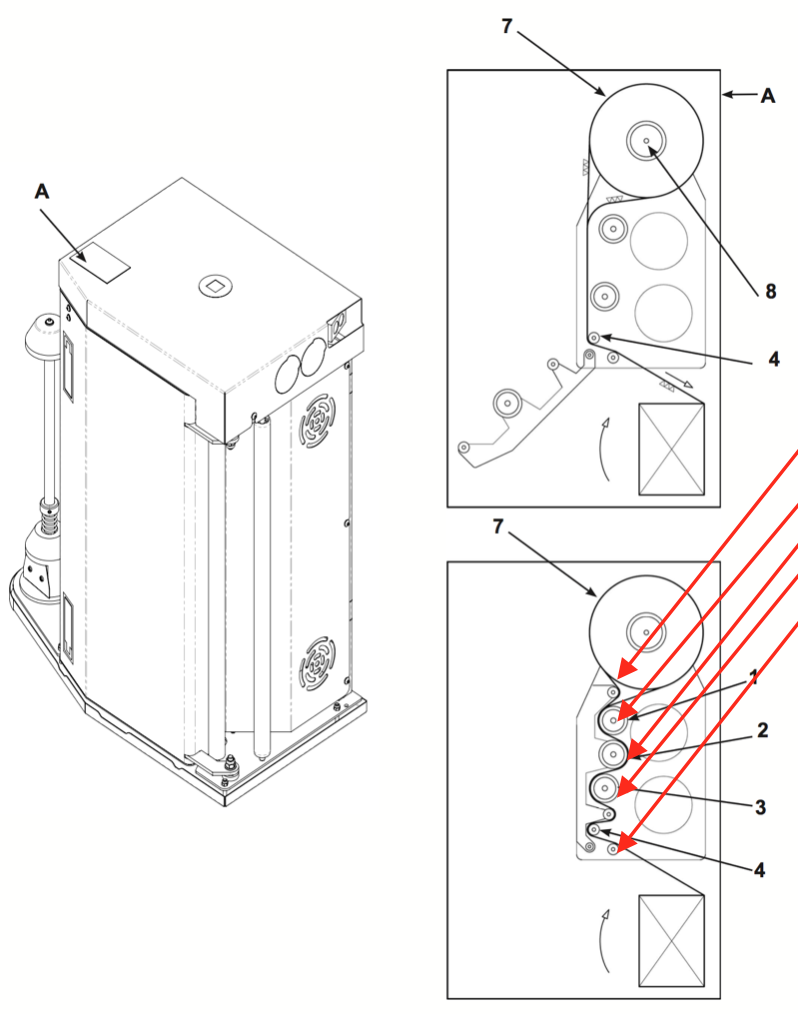
Our innovative device is capable of saving data arriving from 5 different rotating drums. This is necessary because of the accuracy. The first sensor is mounted on the first free running roller following the film reel while the last one is mounted either on the roller of the film feeding lever or on the first free running roller following it. The real pre-stretch value of the stretch-film is measured between these sensor pairs. Further sensors are mounted on the driven pre-stretch rollers, usually there are 2 or 3 such rollers in use. The illustration demonstrates an advantageous installation.
If the operator observes a problem regarded the packaging, it is satisfactory if he/she records the accurate time of the incident and notifies the person authorized for data reading. Cycles can be analysed on the basis of the acquired data following the packaging cycles as well. You usually have 2-3 hours for this, in case of a 40 pallets/hour capacity stretch wrapper machine.
Companies having more than one wrappers have the possibility to mount the sensor packs on the machine, but they only purchase a single electronics that they mount on the machine which they intend to test.
Stretch-film distributors or wrapper machine service companies have the chance to buy complete kits, incorporating all the sensors, the central electronics and access to the data analysis system. Afterwards, they can perform professional stretch-film tests or pre-stretch unit checkings at their partners’ premises.
Mounting the device takes shorter than 30 minutes in case of any stretch wrapper machine type. You perform the measurement, then dismantle the device except you intend to buy it seeing the results.
What results can be expected by using the device? A few analyses in details
If you still have not clicked on ‘Show me the price’ button, but you are really fed up with reading, this is your last chance. You will find here the longest and the most interesting part ever: analyses of measurements and graphs, prognoses of what a client can expect after buying our patented system.
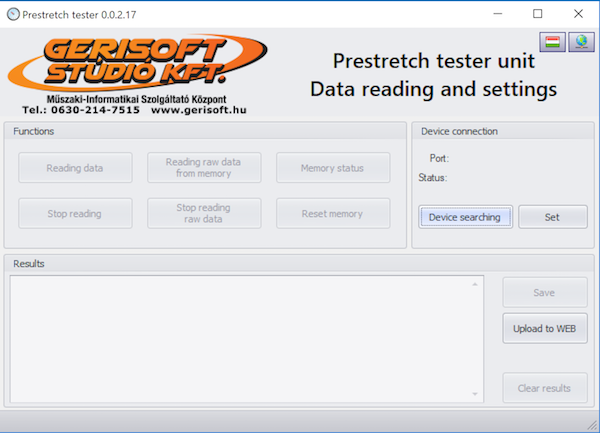
By using the application provided with the system or any applications mentioned in the instructions of the device, you will be able to save data about your measurements. All data can be view and inspect locally in the windows application, or upload to our server.
From the GeriSoft application data can be uploaded directly to the analysis site. Saved data packages can be uploaded manually, any time, after the measurements as well. Uploaded data are available any time and results of two or more measurements can be compared to each other up to your preference.
By using the windows application, there is an option record all packaging cycles using the LIVE RECORD option. You can store almost unlimited number of cycles on a computer within BlueTooth data range.
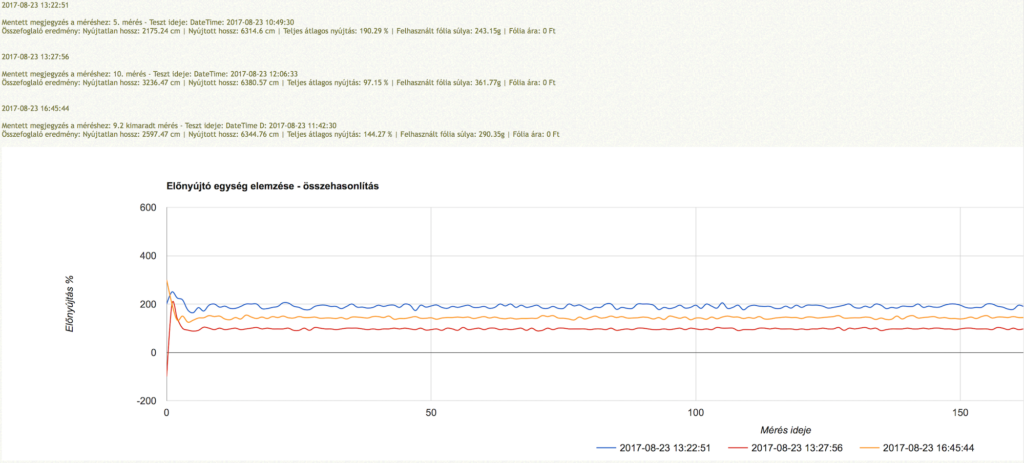
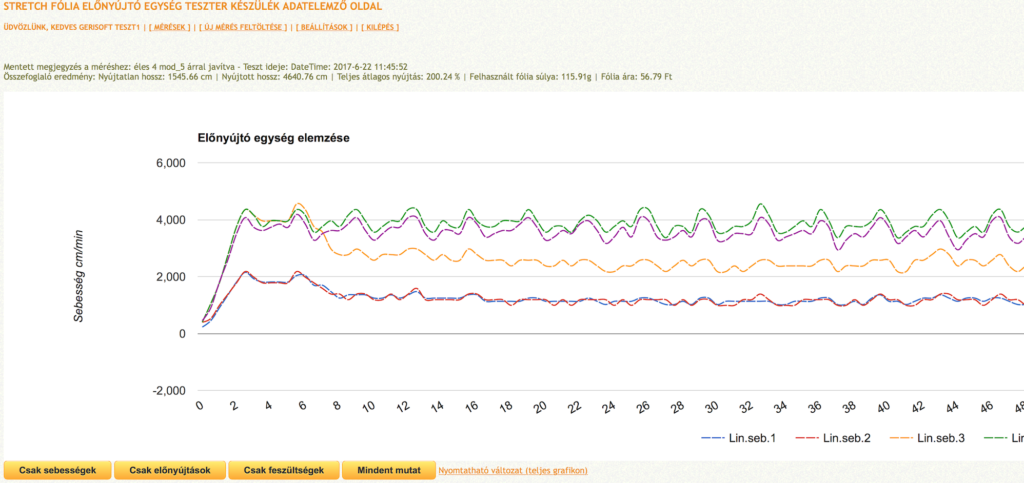
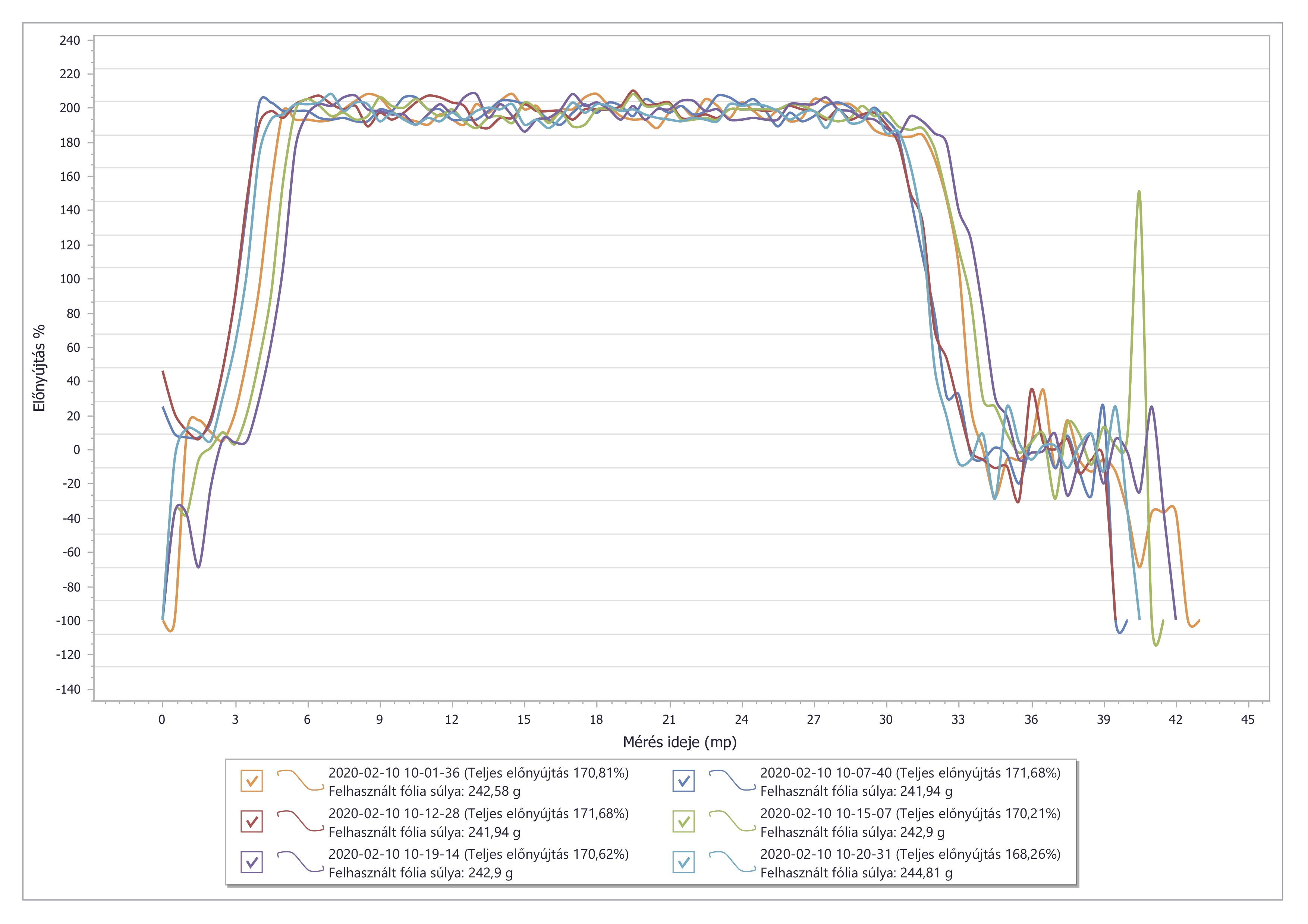
The attached picture shows you the comparison of more measurements performed on the same machine. The measurements took place when using the same stretch film, with an average pre-stretching of 100-150-200%.
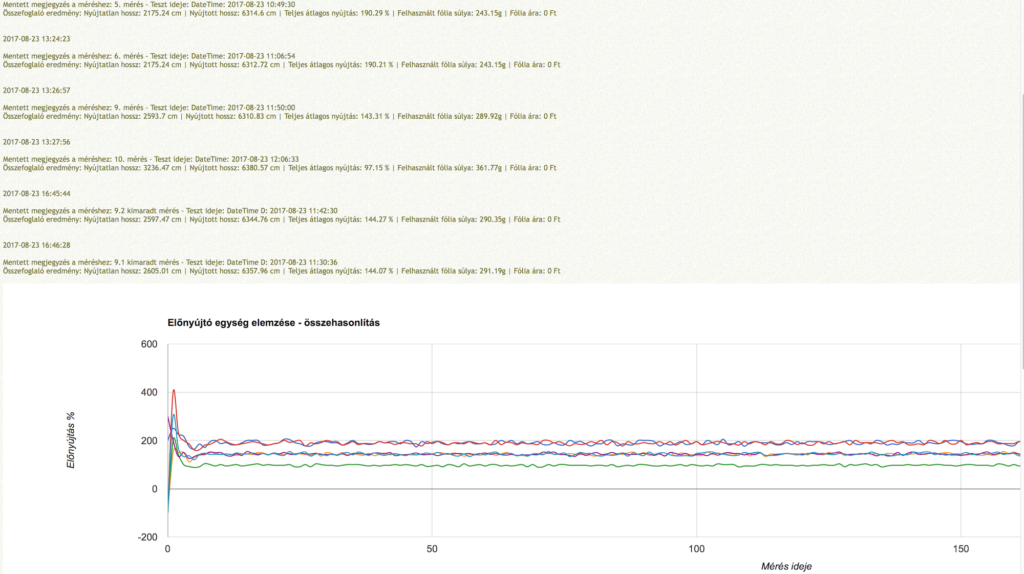
The first picture shows you 3 measurements, the second shows 5. The picture showing 5 measurements, demonstrates 2-2 uploaded measurements with 150 and 200% settings.
At first site, the machine can seem to be good as the result is more or less uniform. But if you take a closer look, it turns out that in case of 100% pre-stretching, the deviation is less than 5%, in case of 150% the deviation is still well under 10%, while in case of 200% of pre-stretching the deviation is more than 10%.
As the 2-2 pcs of measurements taken with 150 and 200% pre-strech value are almost identical, the problem is still subsistent.
Either a stretch film has reached its limitations (its surface does not adhere, so it takes too much energy to stretch it) or the surface of the pre-streching rolls is unclean and as a result, the stretch film slips from time to time.
The real reason can be detected by the detailed analyses, in this comparative step, you can only observe the graph of the total average pre-stretching in 0.5sec scanning.
It can be seen that during some of the above measurements, the film torn at the end of the packaging, as the tensioning had been increased (the tensioning between the machine and the cargo).
Unfortunately, the film was unable to bare this tensioning strength in all the cases and it was torn at the corners of the pallet.
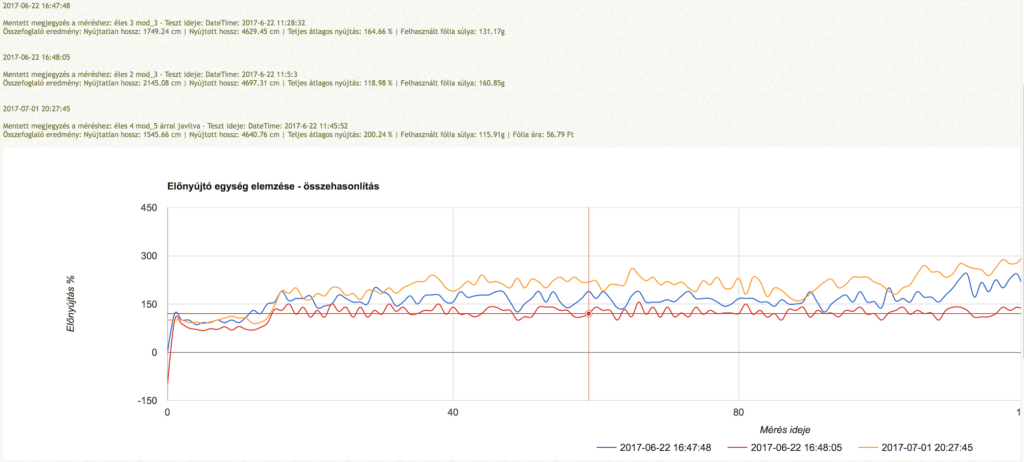
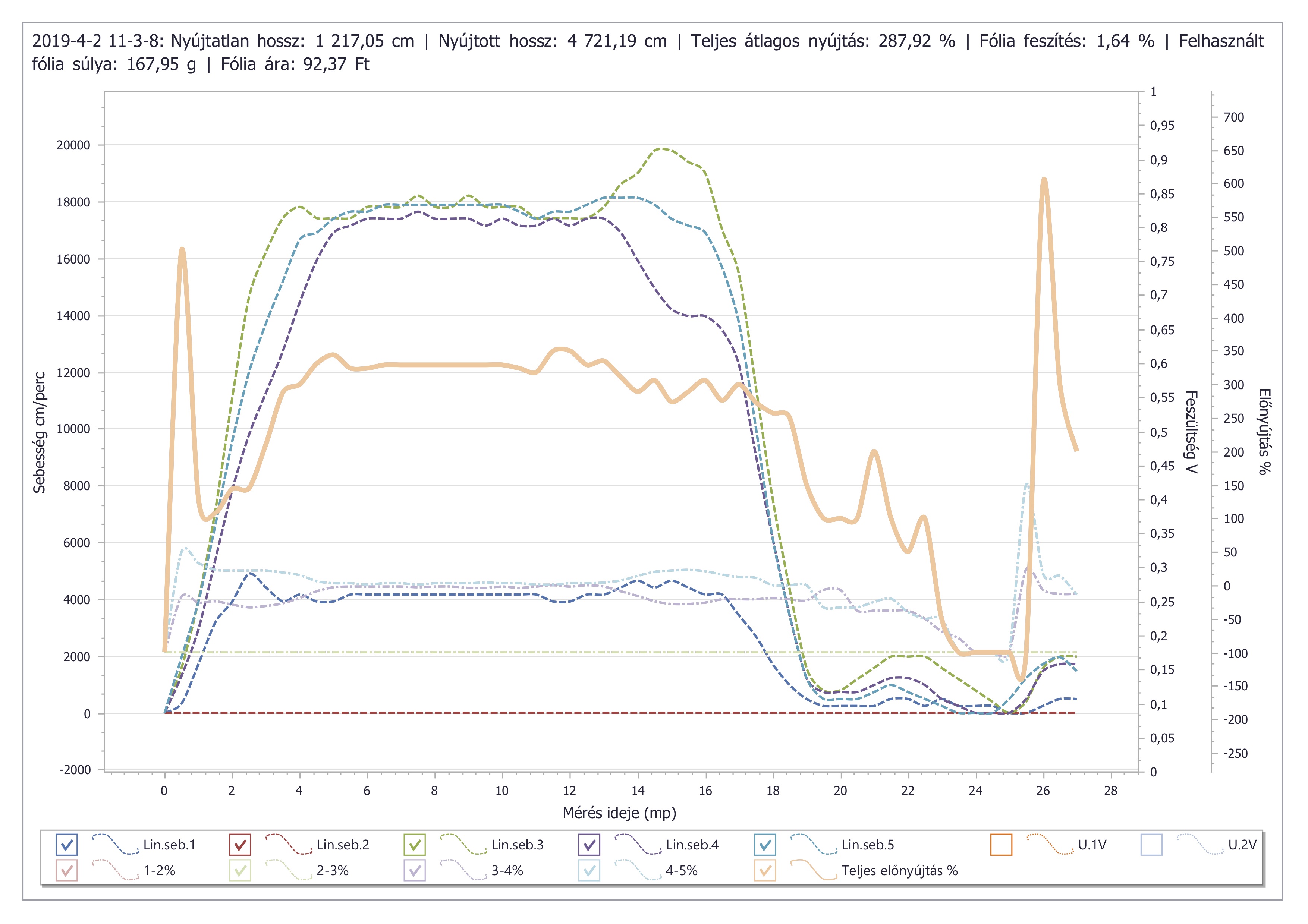
The left side picture shows you measurements taken on a machine equipped with a two-motor driven pre-stretcher. The red graph shows a stable 120% pre-stretching, the blue one shows a pre-stretching gradually increased until 200% and the yellow graph demonstrates a pre-stretching gradually increased up until 240% and the film is a 17µ highly extensible stretch film.
As the pre-stretcher is a two-motor driven one, the electronics integrated into the system corrects the rotation speed of the motors according to the moment load outputs. As a result, the deviation is quite big even at 120% pre-stretching. In spite of this, the performance of the machine is perfect as the total average stretching reached 119%.
The other two graphs shows more and more significant deviations, the film did not adhere to the rolls and that is why the machine tried to make corrections and this resulted in deviations of as high as 300% in some cases. The final result is not bad in spite of this: an average 200% pre-stretch value with 120% at start and 240% at the end.
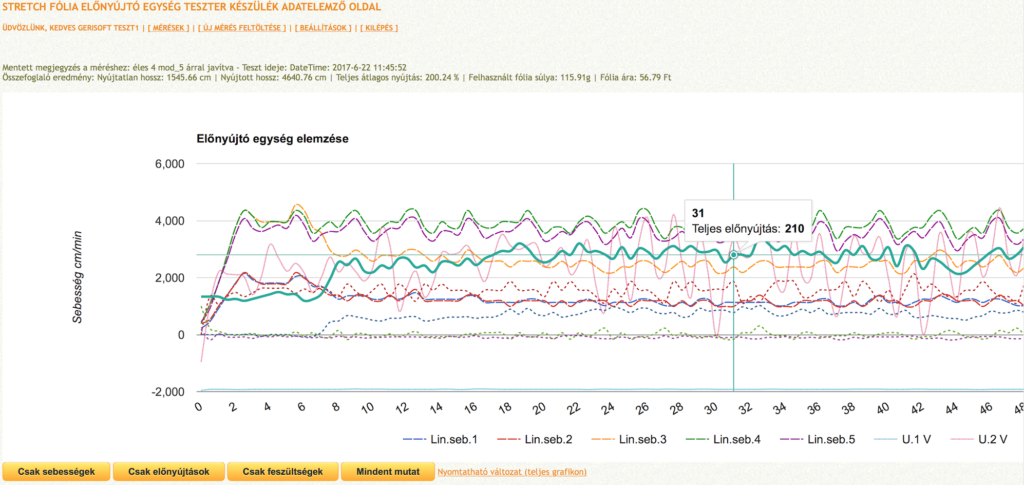
When a measurement is analysed, the graph we get is complex, with a thick line emphasizing the value of pre.stretching. Moving the cursor on a section of the graph, the current value can be read out. The cross-hairs also helps us with orienting along the horizontal and vertical lines.
All data packages are marked by different colour coding and line type.
By clicking on a certain line on the list of symbols, the reading becomes easier.
The buttons under the graph serve for selectively viewing the 3 main datagroups. In addition, it is easier to discover the reason for the pre-stretch value deviation as shown in the picture.
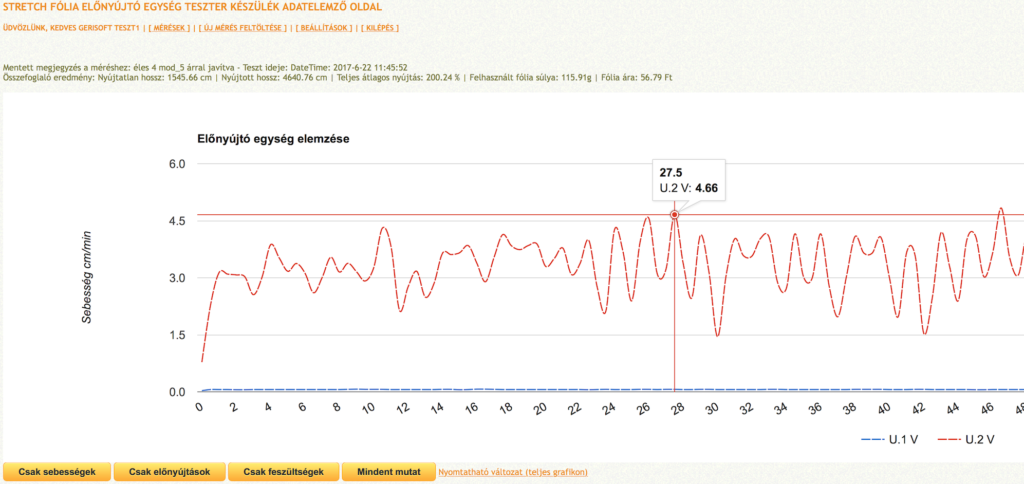
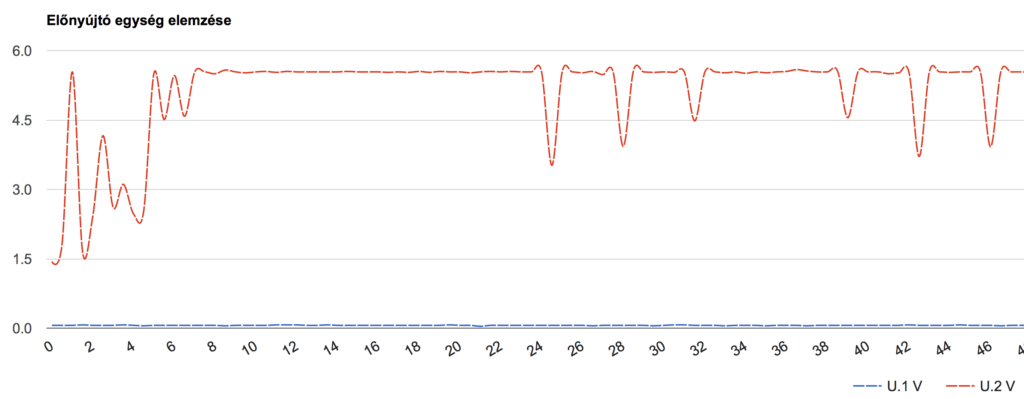
If we observe only the voltage input values, we can check what signals were sent by the film feeding lever towards the feeding motor. The correct setting can be read from the graph as well: the feeder works between 0-5V, the feeding lever never reached the backstop.
If the lever constantly sends 0v or 5V signals, that setting is incorrect. In case of 0V the tension is too low, the rotation is too slow on the cargo, the pre-stretch unit is unable to feed the film so slowly and the motor overruns. On the contrary, if the sensor is constantly in the maximum range, the tension is too big, and the pre-stretch unit is unable to satisfy the film need. And in a short time, the film is torn because of the excess load.
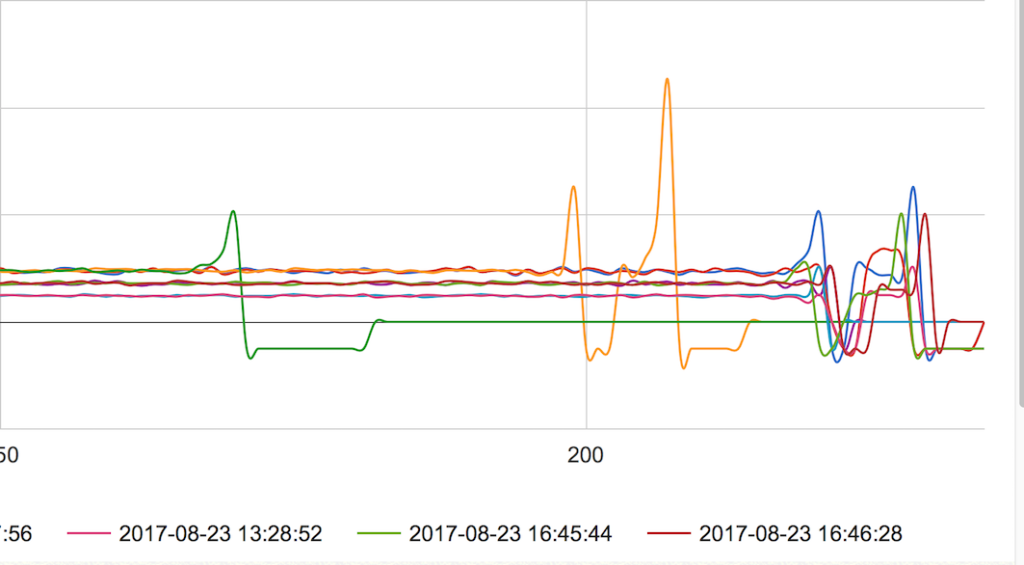
The lower picture shows a graph demonstrating such an excess load. Few seconds after starting, when the machine reached the top speed, the feeder lever moved to the status of maximum deviation and remained there permanently. The tension was decreased, like this the film feeding lever could relieve a little bit at the sides of the pallet, but at the corners it is still stretched.
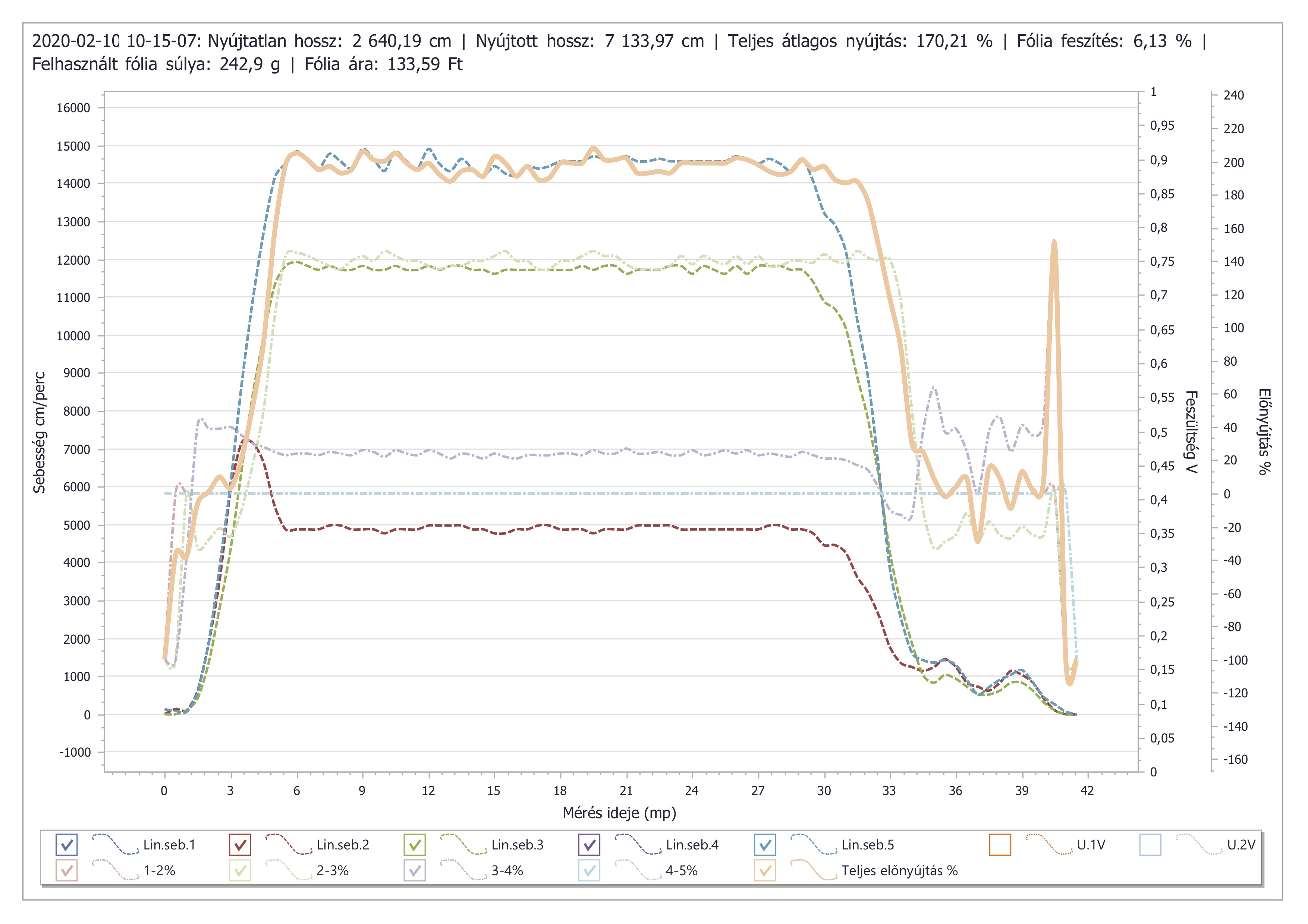
Returning to the analysis of the precedent measurement, if you click on the ‘speeds only’ filter button, you can see the graph demonstrating the linear speeds calculated on the basis of the number of revolutions.
Roller no. 1 and 2 have the slowliest rotation. One of these rollers is running freely and getting in touch with the unstretched film and the other is the first driven roller. This is standard. Any deviation shown at these speeds would mean that the film slips on the first driven roller.
The roller no. 3 (orange) shows the speed of the second pre-stretch roller. Between rollers no. 2 and 3 the pre-stretch value is fix 120% during the measurement.
Roller no. 4 and 5 run almost next to each other. The reason for the deviation is that film stretching happens between the machine and the cargo, and this is measurable already on the last free-running roller. The load is formed between roller no. 4 (last driven roller) and the cargo. Permanent negative deviation means the slipping of the roller!
Using the vertical line it can be concluded that the speed deviation of all elements is parallel, so the system moves together finely.
The peaks mean the corners of the cargo, where the film speeds up and it slows down on the sides. Practically, we can conclude the number of revolutions from the graph. No. of peaks/no. of corners = no.. of revolutions.
Finally, by using the ‘pre-stretchings only’ filter button, you can highlight the pre-stretching values measured between the adjacent rollers besides the total pre-stretching.
These graphs demonstrate that between the first two pre-stretching roller (this machine can reach a pre-stretching of 120%) the film stretching value strongly deviates. The deviation is +-25%.
It can also be concluded that between rollers no. 3 and 4, where the speed difference of the motors leads to 120-300% secondary pre-stretch, the stretch film behaves perfectly, adding a further average +60% pre-stretching to the 120% pre-stretched film.
In addition, it can be seen that roller no. 1 and 2, as well as rollers no. 4 and 5 rotate nearly together, and both the expected and measured value of pre-stretching is 0% on average.
The conclusion: the film slips on the first pair of rollers giving 120% pre-stretch, more exactly on the fast rotating roller, that is why the expected pre-stretching cannot be achieved. The second pair of rolls is convenient for the 60% pre-stretch value, the deviation of the total pre-stretch value equals with the deviation of the first pair of pre-stretch rolls.


Result summary:
By applying traditional methods, we would have only been able to conclude the result: the film slips somewhere. We should switch to another film (1), we should decrease the pre-stretching (2) or we should replace the 3 pre-stretching rolls (3) as it is not known which is the one not working correctly.
- In this case, we start to look for another supplier which may take weeks or in worse cases, months. During testing the new films, production stops and you start calculating which film could bring the expected result, although the problem is the machine itself.
- In this case, if film stretching is decreased, film consumption increases. The annual cost of this solution has been mentioned before, sometimes the cost of a complete machine is wasted this way in a year. Slowly, but surely.
- In this case (if we calculate the cost on this machine) replacing 3 pre-stretching rolls costs 390€/pc., during the replacement labour cost + travel to site for at least 6 hours is about 1000-1100€, acting according to assumptions.
If the client uses our patented stretch-film measurement and pre-stretch unit tester device, the cost is only limited to the replacement of the middle pre-stretch roll. The cost of it is going to be 390€ plus 2 hours of labour for the replacement.
Taken into account the cost of testing added to the aboves, half of the costs estimated by traditional methods can be saved. Even if the client purchases the device, less cost emerges and additionally, the device can be used for further film cost saving purposes.
It is easy to come to the conclusion, what an enormous benefit can be reached in case of a new stretch-film supplier or in case of planning to introduce a new stretch-film type if you are able to support the stretch-film tests with accurate measurement results. You are going to be able to determine why one stretch-film is better than the other. What is the advantage? What is the exact percentage of the stretching, what is the weight of the stretch-film used on a pallet in grams? And you can do this without cutting the stretch-film off of the pallet!
What you have to do is to place the stretch film up, measure the thickness, enter the measured data into the system and you are ready to compare the results.
Last, but not least: an extraordinary measurement result
We had a client who had to replace the clutch in the pre-stretch unit as “it is surely worn-out’ as ‘this can be the only problem’. Their problem was that the packaging happened to be weak randomly.
Detailed measurements have shown that the clutch was really faulty, but it showed no signs of mechanical wearing. It turned out, that the pre-stretch value drops to zero, because there is a contact fault at one of the output connections of the control unit, the voltage drops to 0V for 1-2 sec periods and the whole system slips.
Like this, we saved the cost of a fourth clutch replacement, the already replaced – but fortunately not discarded- clutch remained a spare part for the next few years. Of course, not buying would have been the best option.
This kind of error is very hard to be detected even on a rotating arm machine as digital measurement devices cannot cope with such randomly occurring faults. During my career, I have already seen lamps mounted on the clutch of a rotating arm, rotating ring machine to show the voltage. But there is no human being, able to observe a carriage visually while it is rotating with 30-40 revolutions/minute on a 6 m circle as it goes behind the pallet as well! This is why, this solution is also a dead end.
Only constant data collection and saving means a satisfying solution for such types of errors!

Images from the local windows application:

Stretch-film and pre-stretch unit analyzer device
Stretch-film tester device
complete kit
Includes:
1 pc. of central electronics
Password for the data processing and analysing system
Handbook
Screws for mounting, self-adhesive or magnetic handles
1 kit with the required sensor brackets
Product support via phone, consultancy
Stretch film tester unit
central electronics only
Includes:
1 pc. of central electronics
Password for the data processing and analysing system
Handbook
Screws for mounting, self-adhesive or magnetic handles
Product support via phone, consultancy
Stretch-film tester
accessory kit
Includes:
5 pcs. of sensors to monitor the number of revolutions
20 pcs. of magnets for the sensors
8 pcs. of connectors for connecting the wires
5 pcs. of brackets holding the sensors, prepared by 3D printing technology
20 pcs of M3 nuts with bolts and liners
glue if needed
5 m of twin-core wire for connections
ferrules and shrinkable tubes
10 pcs. of bundler bases
20 pcs. of bundlers

